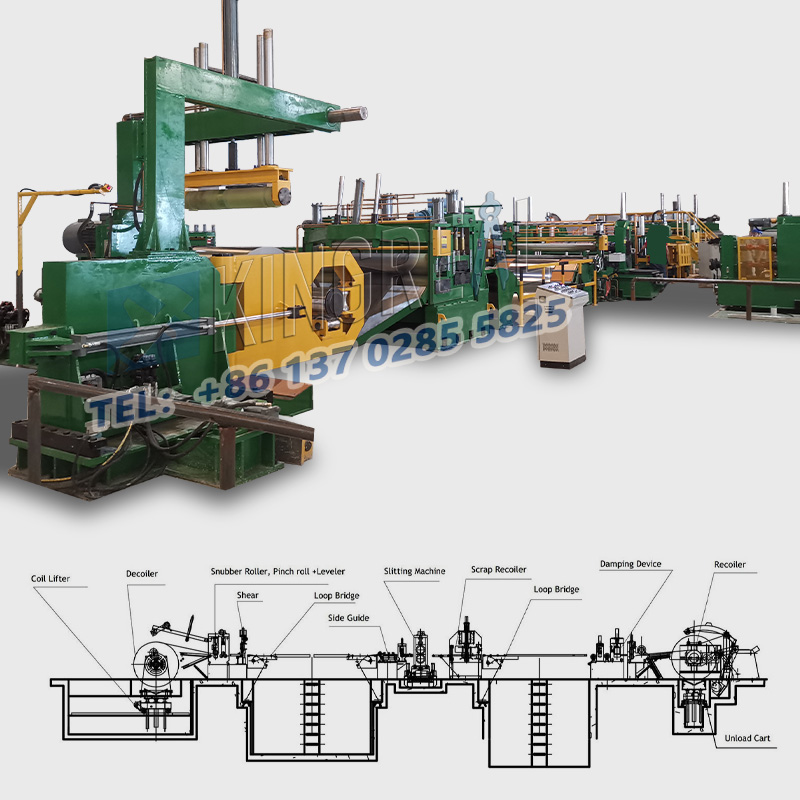
எப்படி தி சுருள் பிளவு இயந்திரம்வேலைகள் பிளவு வேகத்துடன் நெருக்கமாக தொடர்புடையது, ஆனால் உண்மையான பிளவு வரியின் தரத்துடன் ஒரு முக்கியமான உறவையும் கொண்டுள்ளது. அதாவது, சாதாரண வேலை நிலைமைகளின் கீழ், ஸ்லிட்டிங் மெஷின் ஸ்லிட்டிங் தயாரிப்புகள் வெட்டப்பட்ட தரம் நிலையான தேவைகளுக்கு ஏற்ப இருக்கும். உங்கள் புரிதலுக்காக,https://www.steel-slitting.com/ கீழே குறிப்பிட்ட பிளவு நிலைமையை அறிமுகப்படுத்தப் போகிறோம்.

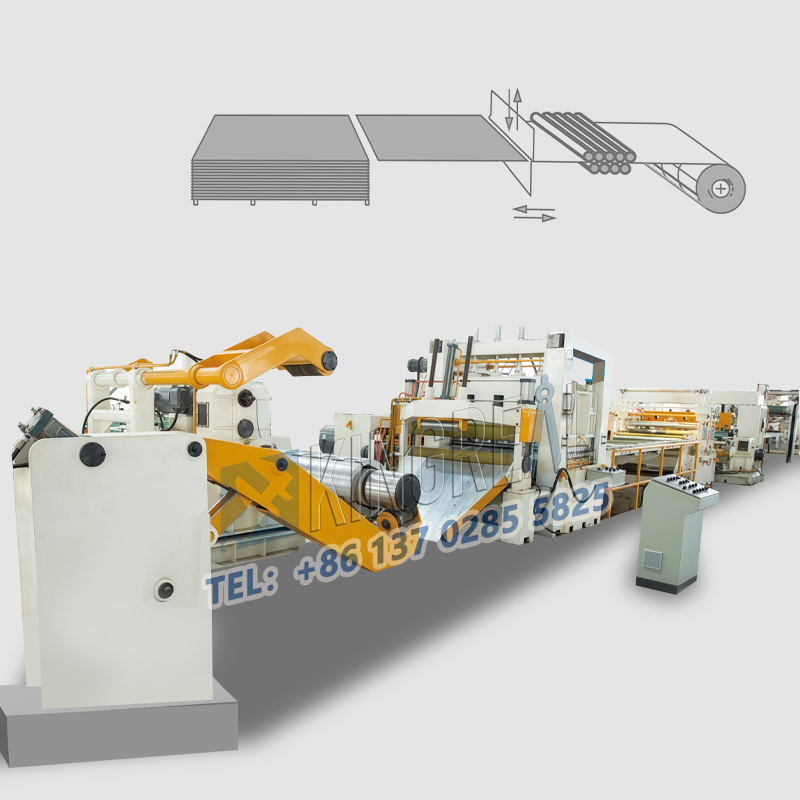
முடிக்கப்பட்ட பிளவு இயந்திரத்தின் வெட்டப்பட்ட பகுதியை நான்கு அடுக்குகளாகப் பிரிக்கலாம், முதல் அடுக்கு உள்தள்ளல் பகுதி, முக்கியமாக மேல் மற்றும் கீழ் கத்திகள் வெட்டப்பட்ட வெளிப்பாட்டைக் குறிக்கிறது, இதனால் மூலப்பொருள் மேற்பரப்பு ஒரு பிரகாசமான பகுதியை உருவாக்குகிறது; இரண்டாவது அடுக்கு வெட்டு மேற்பரப்பு, முக்கியமாக மேல் மற்றும் கீழ் கத்திகள் ஒரு மென்மையான மற்றும் சுத்தமாகவும் பகுதி பகுதியாக அமைக்க அடுக்கப்பட்ட குறிக்கிறது; மூன்றாவது அடுக்கு உடைந்த மேற்பரப்பு ஆகும், இது பொருள் முறிவு பகுதியால் உருவாக்கப்பட்ட மேல் மற்றும் கீழ் கத்திகளை வெளியேற்றுவதைக் குறிக்கிறது.
கடைசி அடுக்கு என்பது முடிக்கப்பட்ட தயாரிப்பின் மேற்பரப்பில் உள்ள பர்ரைக் குறிக்கிறது, இது பெரும்பாலும் பர் என்று அழைக்கப்படுகிறது, இது உலோக ஸ்லிட்டர் பிளவுகள் மற்றும் வெட்டு மேற்பரப்பைக் கிழித்த பிறகு வெட்டப்பட்ட மேற்பரப்பின் லேசான புரோட்ரஷன் ஆகும். வழக்கமாக, முடிக்கப்பட்ட வெட்டு வடிவம் பல காரணிகளால் பாதிக்கப்படுகிறது. எடுத்துக்காட்டாக, பொருளின் குறிப்பிட்ட பண்புகள், இழுவிசை வலிமை, இழுவிசை திறன், கடினத்தன்மை மற்றும் வெப்ப சிகிச்சை நிலைக்குத் தேர்ந்தெடுக்கப்பட்ட கிடைமட்ட அனுமதி மற்றும் செங்குத்து ஸ்டாக்கிங் அளவு ஆகியவை இதில் அடங்கும்.
ஸ்லிட்டிங் மெஷின் லைன் மூலம் பிளவுபடுத்தும் செயல்பாட்டில், பிரிப்பான் பகுதி தேய்ந்து போயிருந்தால், அல்லது பதற்றம் ஒப்பீட்டளவில் அதிகமாக இருந்தால், வெட்டு சில மோசமான தரம் ஏற்பட வாய்ப்புள்ளது என்பதை கவனத்தில் கொள்ள வேண்டும். எனவே, உற்பத்தி செயல்பாட்டில் இந்த சிக்கல்களுக்கு கவனம் செலுத்த வேண்டியது அவசியம்.