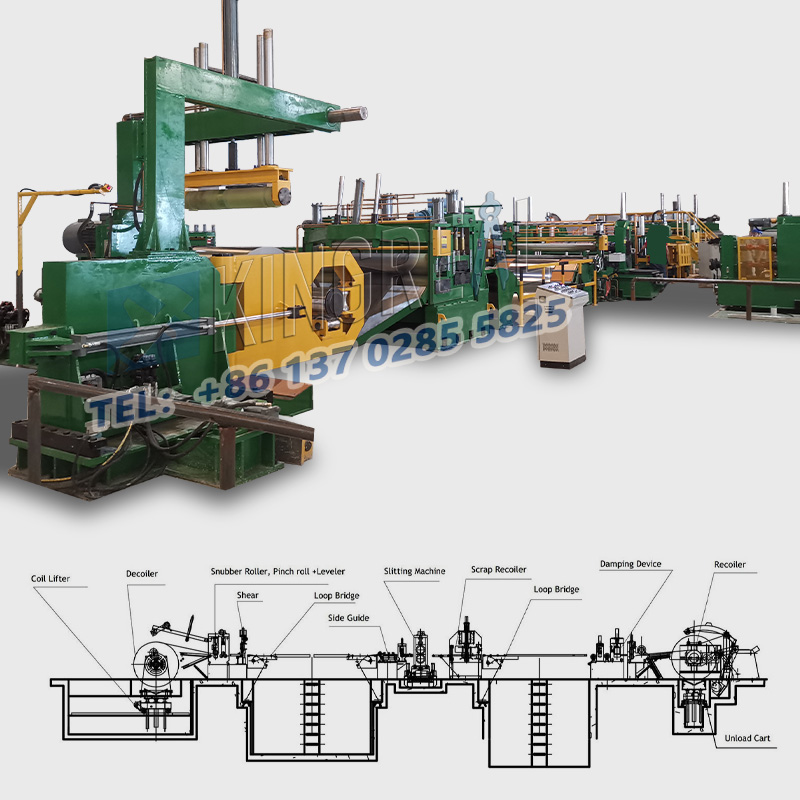
(I) அளவுத்திருத்தம்கனரக பாதை நீளக் கோட்டிற்கு வெட்டுமுக்கிய கூறுகள்
தீவன ரோலர் துல்லியம்:
ரோலர் மேற்பரப்பின் இணையான தன்மையை தவறாமல் சரிபார்க்கவும், பிழையை ≤0.05 மிமீ/மீட்டருக்குள் கட்டுப்படுத்த வேண்டும், மேலும் ரோலர் மேற்பரப்புக்கும் தட்டு மேற்பரப்புக்கும் இடையிலான இடைவெளியை அளவிட ஒரு ஃபீலர் அளவைப் பயன்படுத்தவும். உடைகள் 0.1 மிமீ மீறினால், அது தரையில் இருக்க வேண்டும் அல்லது மாற்றப்பட வேண்டும்; சர்வோ மோட்டார் குறியாக்கியை அளவீடு செய்ய லேசர் இன்டர்ஃபெரோமீட்டரைப் பயன்படுத்தவும், மேலும் அதிவேக வெட்டும் போது தீவன பொருத்துதல் துல்லியம் ≤+0.1 மிமீ ஆக இருக்க வேண்டும்.
கத்தரிக்கோல் பிளேட் அளவுத்திருத்தம்:
மேல் மற்றும் கீழ் கத்திகளின் இணையானது 0.02-0.05 மிமீ பராமரிக்கப்பட வேண்டும், இது ஃபீலர் கேஜ் மற்றும் டயல் காட்டி மூலம் கண்டறியப்படலாம்: பிளேட்களுக்கு இடையிலான இடைவெளி தட்டின் தடிமன் படி சரிசெய்யப்படுகிறது, எடுத்துக்காட்டாக, மெல்லிய தகடுகளுக்கு இடையிலான இடைவெளி (≤2mm) 0.01-0.0.03) 0.03-0.08 மிமீ;
பிளேட்டின் செங்குத்துத்திறன் பிழை ≤0.03 மிமீ/100 மிமீ ஆகும். இது சகிப்புத்தன்மையை மீறினால், கருவி வைத்திருப்பவரின் செங்குத்துத்தன்மையை ஷிம் மூலம் சரிசெய்ய வேண்டும்.
(Ii) நீளம் இயந்திரத்திற்கு வெட்டப்பட்ட கனரக அளவீட்டை தினசரி பராமரித்தல்
கனரக அளவிற்கு வெட்டுவதற்கான உயவு முறை: ஒவ்வொரு வாரமும் கியர்பாக்ஸ் எண்ணெய் அளவை சரிபார்க்கவும், அலை அழுத்த அமைப்பின் எண்ணெய் வெப்பநிலையை 40-60 at இல் கட்டுப்படுத்தவும், ஒவ்வொரு நாளும் வழிகாட்டி ரெயிலுக்கு 32-46 சிஎஸ்டி பாகுத்தன்மையுடன் ஒரு சிறப்பு வெட்டு திரவத்தைப் பயன்படுத்தவும்.
கனரக அளவிற்கான மின் அமைப்பு நீள இயந்திரத்திற்கு வெட்டுதல்: குறியாக்கியை துடைக்கவும், ஒவ்வொரு காலாண்டிலும் ஆல்கஹால் மற்றும் பிற சென்சார்களையும் துடைத்து, மோட்டார் கார்பன் தூரிகையை 1/3 க்கு மேல் அணியும்போது மாற்றவும்; கட்டுரைகளை கட்டுதல்: வழக்கமாக டிகருவி வைத்திருப்பவர் மற்றும் உணவளிக்கும் பொறிமுறை போல்ட்ஸ், எடுத்துக்காட்டாக, M12 போல்ட்டின் முறுக்கு 80-100n · m இல் பராமரிக்கப்பட வேண்டும்.

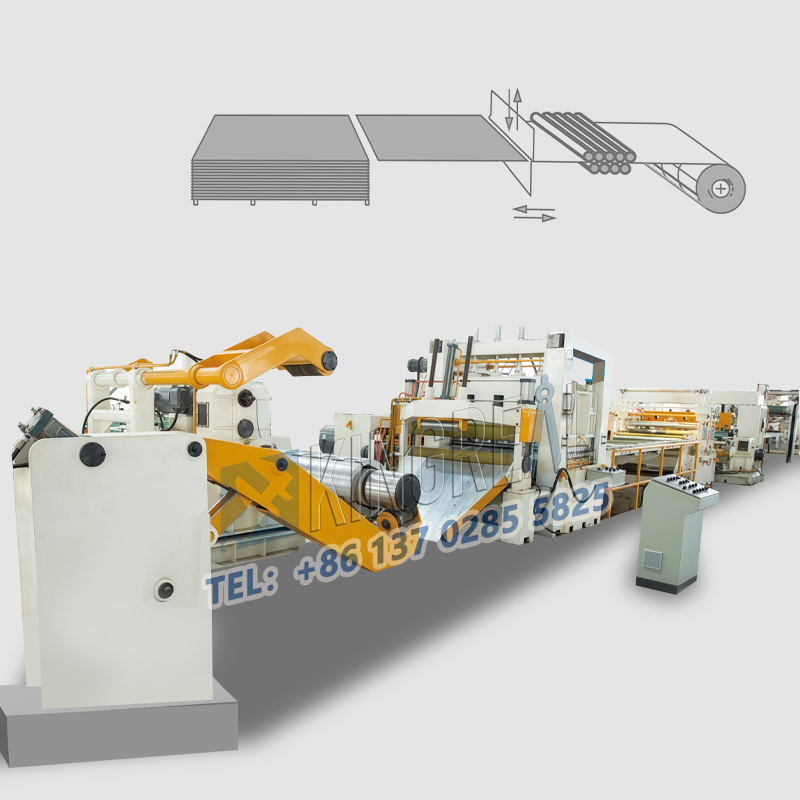
(I) வெட்டு வேகம் மற்றும் உணவு வேகத்தை பொருத்துதல்
வெவ்வேறு பொருட்கள் மற்றும் தடிமன் கொண்ட தட்டுகளின் வேகத்தை அதற்கேற்ப சரிசெய்ய வேண்டும்: குளிர்-உருட்டப்பட்ட எஃகு தகடுகள் (0.5-3 மிமீ) வெட்டும் வேகம் 30-80 மீ/நிமிடம், உணவு வேகம் 25-70 மீ/நிமிடம், அதிவேக வெட்டும் போது குளிரூட்டும் முறையை இயக்க வேண்டும்; துருப்பிடிக்காத எஃகு தகடுகள் (1-5 மிமீ) வெட்டும் வேகம் 15-40 மீ/நிமிடம், உணவு வேகம் 10-35 மீ/நிமிடம், மற்றும் பிளேட்டை தகரம் பூச்சுடன் பூச வேண்டும்; அலுமினிய அலாய் தகடுகள் (0.8-4 மிமீ) வெட்டும் வேகம் 40-100 மீ/நிமிடம், உணவு வேகம் 35-90 மீ/நிமிடம், தெளிப்பு வெட்டும் திரவ உயவு பயன்படுத்தப்படுகிறது.
. தட்டின் தடிமன், 1 மிமீ தட்டுக்கு 2-3KN, 3 மிமீ தட்டு 5-7KN க்கு 2-3KN, அழுத்தம் சென்சார் மூலம் நிகழ்நேர கண்காணிப்பு, போதிய அழுத்தம் எளிதில் தட்டு வார்ப்பை ஏற்படுத்தும்.

(I) சுருள்கள்/தட்டுகளுக்கான ஏற்றுக்கொள்ளும் தரநிலைகள்
தட்டையானது: எஃகு தட்டு பக்க வளைக்கும் ≤1 மிமீ/மீ, அலை அலை ≤3 மிமீ/2 மீ, வெட்டுவதற்கு முன் சகிப்புத்தன்மைக்கு வெளியே சமன் செய்ய வேண்டும்:
கடினத்தன்மை விலகல்: தட்டுகளின் கடினத்தன்மை ஒரே தொகுப்பில் ≤15HB, ராக்வெல் கடினத்தன்மை சோதனையாளருடன் சீரற்ற ஆய்வு, சீரற்ற கடினத்தன்மை சீரற்ற பிளேட் உடைகளுக்கு வழிவகுக்கும்.
(Ii) வெற்று முன்கூட்டியே சிகிச்சை
மேற்பரப்பு சுத்தம்: எண்ணெய் கறைகள் மற்றும் ஆக்சைடு அளவை அகற்றவும் (அசிட்டோன் அல்லது இயந்திரமயமாக்கப்பட்ட மெருகூட்டப்பட்ட), மீதமுள்ள அசுத்தங்கள் பிளேட் உடைகளை மோசமாக்கும்; சுருள் அவிழ்க்கும் பதற்றம்: தடிமன், 0.5 மிமீ தட்டு பதற்றம் 50-80n/mm, 2 மிமீ தட்டு 150-200n/mm, போதுமான பதற்றம் எளிதில் உணவளிக்கும் வழுக்கை ஏற்படுத்தும்.

(I) முன் வேலை பயிற்சி புள்ளிகள்கனரக பாதை நீளக் கோட்டிற்கு வெட்டு
அளவுரு அமைத்தல் பயிற்சி: வெவ்வேறு பொருட்களின் "வேகம்-இடைவெளி-அழுத்தம்" பொருந்தும் விதிகளைப் புரிந்துகொள்ள கற்றுக்கொள்ளுங்கள், எடுத்துக்காட்டாக, 3 மிமீ எஃகு, பிளேட் இடைவெளி 0.05 மிமீ, அழுத்தும் சக்தி 6KN; லேசர் கருவி அமைத்தல் கருவிகள், கருவி அமைத்தல் துல்லியம் ≤0.02 மிமீ போன்ற தானியங்கி கருவி அமைத்தல் அமைப்புகளைப் பயன்படுத்த கற்றுக்கொள்ளுங்கள்.
கனரக அளவிலான கனரக அளவிற்கு அசாதாரண தீர்ப்பு திறன்: பிளேட் மோதல் போன்ற அசாதாரண சத்தத்தைக் கேட்கும்போது பிளேட் விளிம்பை சரிபார்க்க உடனடியாக கனரக அளவிலான நீளமான வரிக்கு கனரக அளவீடு வெட்டுவதை நிறுத்துங்கள்; வெட்டு மேற்பரப்பில் உள்ள பர் 0.1 மிமீக்கு மேல் இருக்கும்போது, அது பிளேட் உடைகள் அல்லது மிகப் பெரிய இடைவெளி என்பதை தீர்மானிக்கவும்.
(ii) நீள இயந்திரத்திற்கு கனரக அளவீடு வெட்டுவதற்கான செயல்பாட்டு செயல்முறையின் தரப்படுத்தல்
ஸ்டார்ட்-அப் ப்ரீஹீட்டிங்: அதே சேவை அமைப்பின் வெப்பநிலை ஏற்ற இறக்கத்தை ≤2 of மற்றும் வெப்ப நிலைத்தன்மையை அடைய 10-15 நிமிடங்கள் காலியாக இயக்கவும்;
முதல் துண்டு மூன்று ஆய்வுகள்: முதல் பகுதியை வெட்டிய பிறகு, அளவு அளவிட 0.02 மிமீ துல்லியத்துடன் ஒரு வெர்னியர் காலிப்பரைப் பயன்படுத்தவும், தட்டையான தன்மையைக் கண்டறிய ஒரு டயல் காட்டி மற்றும் பார்வைக்கு பர்ஸ்களை சரிபார்க்கவும்.

(i) ஆன்லைன் கண்டறிதல் என்றால்கனரக பாதை நீளக் கோட்டிற்கு வெட்டு
ஒளிமின்னழுத்த சென்சார் உணவு நீளத்தை நிகழ்நேரத்தில் கண்காணிக்கிறது, மேலும் விலகல் ± 0.3 மிமீ தாண்டும்போது தானாகவே அலாரங்கள்: அகச்சிவப்பு வெப்பமானி பிளேட் வெப்பநிலையை கண்காணிக்கிறது, மேலும் இது 120 ℃ c ஐ தாண்டும்போது நீர் குளிரூட்டல் அல்லது காற்று குளிரூட்டல் கட்டாய குளிரூட்டலைத் தொடங்குகிறது.
(ii) கனரக அளவிற்கான ஆஃப்லைன் மாதிரி தரநிலை நீள இயந்திரத்திற்கு வெட்டப்பட்டது
நீள அளவு: அனுமதிக்கக்கூடிய பிழை ≤1000 மிமீ ± 0.5 மிமீ போது, ஒவ்வொரு 50 துண்டுகளுக்கும் 1 பகுதியை தோராயமாக சரிபார்க்க வெர்னியர் காலிபரைப் பயன்படுத்தவும்; மூலைவிட்ட விலகல்: 1000mmx1000 மிமீ தட்டு அனுமதிக்கக்கூடிய விலகல் ≤1 மிமீ, ஒவ்வொரு தொகுப்பிலும் 5% ஐ தோராயமாக சரிபார்க்க ஒரு சதுர ஆட்சியாளருடன் எஃகு டேப் அளவைப் பயன்படுத்தவும்: பர் உயரம்: மெல்லிய தட்டு ≤0.05 மிமீ, ஒவ்வொரு மாற்றத்தின் முதல் மற்றும் கடைசி துண்டுகளை சரிபார்க்க ஒரு நுண்ணோக்கி (உருப்பெருக்கி 50 மடங்கு) சரிபார்க்கவும்: மேற்பரப்பு செங்குத்தாக: பயன்பாடு மணி.
(Iii) கனரக அளவிற்கான பொதுவான தரமான சிக்கல்களுக்கான தீர்வுகள் நீளக் கோட்டிற்கு வெட்டப்படுகின்றன
சகிப்புத்தன்மைக்கு வெளியே அளவு: தீவன ரோலர் நழுவினால், பதற்றத்தை சரிசெய்யவும் அல்லது அணிந்த ரோலரை மாற்றவும்; சர்வோ மோட்டார் குறியாக்கி தோல்வியுற்றால், துடிப்பு சமிக்ஞையைக் கண்டறிந்து சேதமடைந்த பகுதிகளை மாற்ற ஒரு அலைக்காட்டியைப் பயன்படுத்தவும்.
வெட்டுதல் மேற்பரப்பு பர் தரத்தை மீறுகிறது: பிளேட் எட்ஜ் ஆரம்> 0.03 மிமீ ஆக இருக்கும்போது, அதை ≤0.01 மிமீ வரை மீண்டும் வாழ வேண்டும்; பிளேட் இடைவெளியை நிலையான மதிப்புக்கு மறுசீரமைக்கவும்.

பட்டறை வெப்பநிலை மற்றும் ஈரப்பதம்: வெப்பநிலை 15-30 ℃, ஈரப்பதம் ≤60% RH இல் கட்டுப்படுத்தப்படுகிறது, ஈரப்பதமான சூழல் காரணமாக தட்டை துருப்பிடிப்பதைத் தவிர்க்கவும்;
சீரழிவு எதிர்ப்பு நடவடிக்கைகள்: பஞ்ச் அச்சகங்கள் (அதிர்வு முடுக்கம் ≤0.5 கிராம்) போன்ற அதிர்வு மூலங்களிலிருந்து விலகி, உபகரணங்கள் அறக்கட்டளைக்கு ≥300 மிமீ தடிமன் கொண்ட கான்கிரீட் ஊற்றுதல்; பாதுகாப்பு இன்டர்லாக்: அவசர நிறுத்த பொத்தான் மறுமொழி நேரம் ≤0.5 வினாடிகள், திகனரக பாதை நீள இயந்திரத்திற்கு வெட்டுபாதுகாப்பு இயக்கப்படும் போது தானாகவே சக்தி அளிக்கிறது.