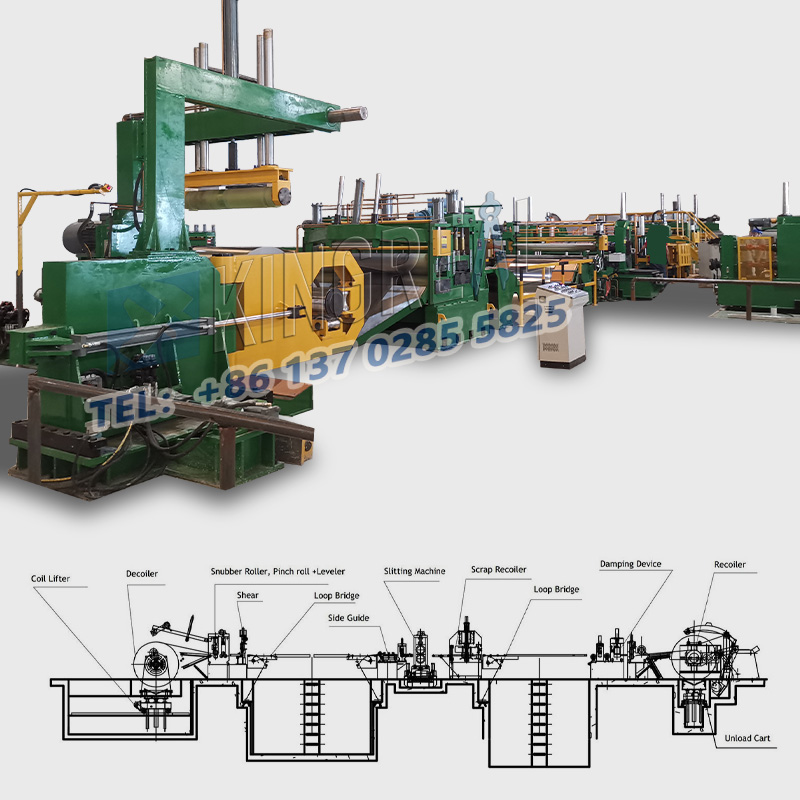
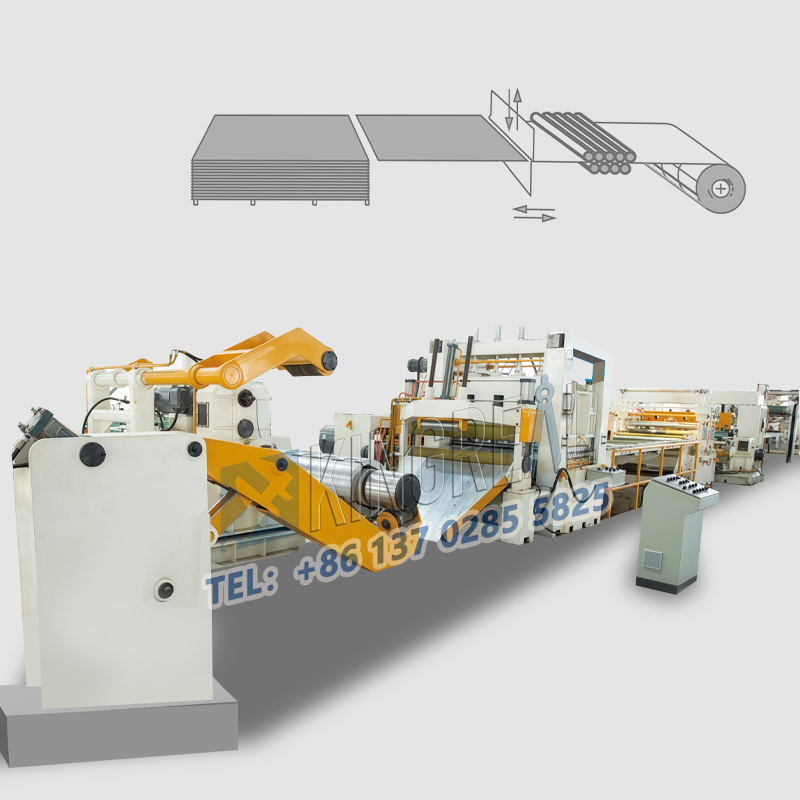
நீளக் கோடுகளுக்கு எஃகு வெட்டுஎஃகு, துருப்பிடிக்காத எஃகு, அலுமினியம், இரும்பு, குளிர்-உருட்டப்பட்ட, சூடான-உருட்டப்பட்ட மற்றும் பிபிஜிஐ உள்ளிட்ட பல்வேறு உலோக சுருள்களை துல்லியமாக வெட்டுவதற்கு உலோக வேலைத் துறையில் பரவலாகப் பயன்படுத்தப்படுகின்றன.
உற்பத்தியில் அவற்றின் சிறந்த செயல்திறன் இருந்தபோதிலும், நீள இயந்திரங்களுக்கு எஃகு வெட்டு இன்னும் செயல்பாட்டின் போது வெட்டு விலகலை அனுபவிக்க முடியும்.
இந்த கட்டுரை மூன்று கண்ணோட்டங்களிலிருந்து நீளக் கோடுகளுக்கு துருப்பிடிக்காத எஃகு வெட்டுவதில் சரிசெய்தல் வெட்டு விலகலை ஆராயும்: இயந்திர அமைப்பு, கட்டுப்பாட்டு நிரல் மற்றும் அளவுருக்கள் மற்றும் பொருள் மற்றும் செயல்முறை பொருந்தக்கூடிய தன்மை.

(1) டிரைவ் கூறு உடைகள்
இல்நீள இயந்திரங்களுக்கு எஃகு வெட்டு, டிரைவ் கூறுகளை அணிவது விலகலைக் குறைப்பதற்கான பொதுவான காரணமாகும்.
கியர்கள், ஸ்ப்ராக்கெட்டுகள் மற்றும் நீண்ட காலமாக செயல்பட்டு வரும் பிற டிரைவ் கூறுகள் களைந்து போகக்கூடும், இதன் விளைவாக உணவு துல்லியம் குறைகிறது, இதன் விளைவாக வெட்டு பரிமாணங்களை பாதித்தது.
நீள வரி தோல்விக்கு எஃகு வெட்டப்பட்ட அறிகுறிகள்: எடுத்துக்காட்டாக, ஒரு வாகன பாகங்கள் தொழிற்சாலையில், நீள இயந்திரத்திற்கு எஃகு வெட்டப்பட்ட டிரைவ் கியர்கள் 30% உடைகளை அனுபவித்தன. 5 மிமீ தடிமன் கொண்ட எஃகு தகடுகளை தொடர்ந்து வெட்டும்போது, பரிமாண ஏற்ற இறக்கங்கள் 0.3 மிமீ அடைந்தன, இது ஏற்றுக்கொள்ளக்கூடிய ± 0.2 மிமீ வரம்பை மீறியது.
தீர்வு: இந்த சிக்கலை தீர்க்க, டிரைவ் கூறுகளின் வழக்கமான ஆய்வு பரிந்துரைக்கப்படுகிறது. கியர் பல் உடைகள் 15% ஐ விட அதிகமாக இருந்தால் அல்லது சங்கிலி நீட்டிப்பு 2% ஐ தாண்டினால், அவை உடனடியாக மாற்றப்பட வேண்டும்.
அதே நேரத்தில், இயந்திர பரிமாற்ற துல்லியத்தை மீட்டெடுக்க பரிமாற்ற விகிதத்தை அளவீடு செய்ய வேண்டும். இந்த நடவடிக்கை வெட்டு நிலைத்தன்மை மற்றும் துல்லியத்தை கணிசமாக மேம்படுத்த முடியும்.
(2) கருவித்தல்-வழிகாட்டி ரயில் அனுமதி
கருவிப்பட்டி மற்றும் வழிகாட்டி ரெயிலுக்கு இடையில் அதிகரித்த அனுமதி என்பது விலகலுக்கு பங்களிக்கும் ஒரு குறிப்பிடத்தக்க காரணியாகும். காலப்போக்கில், கருவி வைத்திருப்பவர் வழிகாட்டி ரெயில் நீண்டகால பரஸ்பர இயக்கத்தின் காரணமாக அணிந்துகொள்கிறது, மேலும் இந்த அனுமதி அதிகரிக்கக்கூடும், இது கருவியின் நிலைத்தன்மையை பாதிக்கிறது.
நீளமான வரி தோல்விக்கு எஃகு வெட்டப்பட்ட அறிகுறிகள்: சாதாரண சூழ்நிலைகளில், கருவி வைத்திருப்பவர் மற்றும் வழிகாட்டி ரெயிலுக்கு இடையிலான அனுமதி 0.05 மிமீ குறைவாக இருக்க வேண்டும். அதிகப்படியான அனுமதி வெட்டும் போது கருவி வைத்திருப்பவர் தள்ளிவைக்கக்கூடும், இதன் விளைவாக வெட்டு தாள் அளவில் ஏற்ற இறக்கங்கள் ஏற்படும்.
தீர்வு: அனுமதி சரிபார்க்க ஒரு ஃபீலர் அளவைப் பயன்படுத்தவும். இது நிலையான மதிப்பை மீறினால், வழிகாட்டி ரயில் செருகலை சரிசெய்யவும் அல்லது சேதமடைந்த வழிகாட்டி ரயில் ஸ்லைடரை மாற்றவும். ஒரு வன்பொருள் தொழிற்சாலை இந்த சரிசெய்தலுக்குப் பிறகு 0.25 மிமீ முதல் 0.08 மிமீ வரை வெட்டு விலகலைக் குறைத்தது, இந்த சரிசெய்தலின் செயல்திறனை நிரூபிக்கிறது.
(1) நிரல் தர்க்க பிழைகள்
இல்நீள இயந்திரத்திற்கு எஃகு வெட்டுசெயல்பாடுகள், பி.எல்.சி நிரல் தர்க்க பிழைகள் விலகலைக் குறைப்பதற்கான பொதுவான காரணமாகும். தீவனத்தின் ஒழுங்கற்ற நேரம் மற்றும் நிரலில் வழிமுறைகளை வெட்டுவது பொருள் முழுமையாக உணவளிப்பதற்கு முன்பு வெட்டுவதைத் தூண்டும், இதன் விளைவாக குறைவு ஏற்படுகிறது.
நீள வரி தோல்விக்கு எஃகு வெட்டப்பட்ட வெளிப்பாடுகள்: எடுத்துக்காட்டாக, சில சந்தர்ப்பங்களில், பொருள் முழுமையாக உணவளிக்கப்படுவதற்கு முன்பு வெட்டு தொடங்குகிறது, இது வெட்டும் துல்லியத்தை நேரடியாக பாதிக்கிறது.
தீர்வு: I/O புள்ளி நிலையை கண்காணிக்கவும், "ஊட்ட-கண்டறிதல்-வெட்டப்பட்ட" தர்க்கத்தை மறுசீரமைக்கவும் நிரல் கண்டறிதங்களைப் பயன்படுத்த பரிந்துரைக்கப்படுகிறது. கூடுதலாக, செயல் வரிசையின் துல்லியத்தை உறுதிப்படுத்த தாமத சரிபார்ப்பு வழிமுறைகளைச் சேர்க்கவும். இந்த தேர்வுமுறை நீள இயந்திரத்திற்கு எஃகு வெட்டப்பட்ட இயக்க நிலைத்தன்மையை கணிசமாக மேம்படுத்தும்.
(2) தவறான அளவுரு அமைப்புகள்
தவறான அளவுரு அமைப்புகளும் நீளக் கோடுகளுக்கு துருப்பிடிக்காத எஃகு வெட்டு வெட்டு துல்லியத்தை பாதிக்கும் ஒரு குறிப்பிடத்தக்க காரணியாகும். தவறான தீவன நீள அளவுருக்கள் அல்லது பொருந்தாத வெட்டு மற்றும் தீவன வேகம் ஆகியவை ஒட்டுமொத்த விலகல்களுக்கு வழிவகுக்கும்.
நீள இயந்திர செயலிழப்புக்கு எஃகு வெட்டுதலின் அறிகுறிகள்: எடுத்துக்காட்டாக, தீவன நீளம் 100 மிமீ என அமைக்கப்பட்டால், ஆனால் உண்மையான தீவன நீளம் 99.5 மிமீ என்றால், நீண்ட கால செயல்பாடு குறிப்பிடத்தக்க பரிமாண விலகலை ஏற்படுத்தும்.
தீர்வு: தீவன துடிப்பு எண்ணிக்கையை (ஒரு மில்லிமீட்டருக்கு பருப்புகளின் எண்ணிக்கை) மீண்டும் அளவிடவும் மற்றும் தட்டின் தடிமன் மற்றும் பொருளின் அடிப்படையில் வெட்டு வேகத்தை சரிசெய்யவும். தடிமனான தகடுகளுக்கு, வெட்டு வேகத்தை நிமிடத்திற்கு 30 மடங்கு அதிகமாக அமைக்க பரிந்துரைக்கப்படுகிறது, அதே நேரத்தில் மெல்லிய தகடுகளுக்கு, இது நிமிடத்திற்கு 60 மடங்கு அடையலாம்.
அளவுருக்களை சரிசெய்த பிறகு, ஒரு துருப்பிடிக்காத எஃகு செயலாக்க ஆலை 10 மீட்டர் நீளமுள்ள தட்டுக்கு 0.1 மிமீ க்கும் குறைவான ஒட்டுமொத்த விலகலை அடைந்தது, இது அளவுரு திருத்தத்தின் முக்கியத்துவத்தை நிரூபிக்கிறது.
(1) சீரற்ற தட்டு அழுத்தம்
துருப்பிடிக்காத எஃகு தகடுகளை வெட்டும்போது, சீரற்ற மன அழுத்தம் வெட்டிய பின் ஸ்பிரிங் பேக்கை ஏற்படுத்தும், இது இறுதி பரிமாண ஸ்திரத்தன்மையை பாதிக்கும்.
நீளக் கோடு தோல்விக்கு எஃகு வெட்டுவதற்கான அறிகுறிகள்: எடுத்துக்காட்டாக, குளிர்-உருட்டப்பட்ட தட்டின் ஸ்பிரிங்பேக் வீதம் 1-2%வரை அதிகமாக இருக்கலாம், இது வெட்டிய பின் பரிமாண சுருக்கத்தை ஏற்படுத்தும்.
தீர்வு: தாள் உலோகத்தில், சமன் செய்தல் அல்லது வயதானது போன்ற மன அழுத்த நிவாரணம் செய்ய பரிந்துரைக்கப்படுகிறது, அல்லது நிரலில் ஸ்பிரிங்கிற்கு ஈடுசெய்ய (பொருளைப் பொறுத்து 0.1-0.3 மிமீ இழப்பீட்டு மதிப்பை அமைத்தல்). இழப்பீட்டுக்குப் பிறகு, ஒரு குளிர்-உருட்டப்பட்ட தாள் ஆலை .10.1 மிமீ வெட்டு பரிமாண விலகலை அடைந்தது, இது வெட்டும் துல்லியத்தை உறுதி செய்தது.
(2) தீவன பதற்றம் ஏற்ற இறக்கம்
தீவன பதற்றம் நிலைத்தன்மை நேரடியாக வெட்டும் துல்லியத்தை பாதிக்கிறது. தீவன ரோலரின் பதற்றம் நிலையற்றதாக இருந்தால், தாள் உலோகம் உணவளிக்கும் போது நழுவலாம் அல்லது சுருக்கலாம், இதன் விளைவாக கட்டுப்பாடற்ற வெட்டு பரிமாணங்கள் ஏற்படும்.
நீளக் கோடு தோல்விக்கு எஃகு வெட்டுவதற்கான அறிகுறிகள் தோல்வி: பதற்றம் கட்டுப்பாட்டின் தோல்வி சீரற்ற உணவுக்கு வழிவகுக்கும், இது தரத்தை வெட்டுவதை பாதிக்கிறது.
தீர்வு: பதற்றம் கட்டுப்பாட்டு அமைப்பை ஆய்வு செய்ய பரிந்துரைக்கப்படுகிறது. நியூமேடிக் டென்ஷனர்களுக்கு முத்திரை மாற்றுதல் தேவைப்படுகிறது, அதே நேரத்தில் ஹைட்ராலிக் டென்ஷனர்களுக்கு அழுத்தம் சென்சார் அளவுத்திருத்தம் தேவைப்படுகிறது. சரிசெய்தலுக்குப் பிறகு, ஒரு எஃகு துண்டு ஆலை பதற்றம் ஏற்ற இறக்கத்தை ± 5% முதல் ± 1% வரை குறைத்தது, இது வெட்டு துல்லியத்தை திறம்பட மேம்படுத்துகிறது.
 |
 |
 |
செயல்பாட்டில்நீள இயந்திரங்களுக்கு எஃகு வெட்டு, வெட்டு விலகல் பெரும்பாலும் காரணிகளின் கலவையால் ஏற்படுகிறது. இயந்திர அமைப்பு, கட்டுப்பாட்டு திட்டங்கள் மற்றும் அளவுருக்கள் மற்றும் பொருள் மற்றும் செயல்முறை பொருந்தக்கூடிய தன்மை ஆகியவற்றை மையமாகக் கொண்ட ஒரு விரிவான விசாரணை சிக்கல்களை திறம்பட அடையாளம் கண்டு இலக்கு பழுதுபார்ப்புகளை செயல்படுத்தலாம்.
டிரான்ஸ்மிஷன் கூறுகளை தவறாமல் பராமரிப்பதன் மூலம், நிரல் தர்க்கத்தை மேம்படுத்துதல், அளவுருக்களை துல்லியமாக சரிசெய்தல் மற்றும் பொருள் பண்புகளுக்கு ஏற்ப, உற்பத்தியாளர்கள் வெட்டு விலகல்களைக் குறைக்கலாம் மற்றும் வாகன பாகங்கள் மற்றும் வன்பொருள் போன்ற தொழில்களின் கடுமையான வெட்டு துல்லியமான தேவைகளைப் பூர்த்தி செய்யலாம்.
நீளமான கோட்டிற்கு ஒரு எஃகு வெட்டின் ஒவ்வொரு அம்சத்தையும் தொடர்ந்து மேம்படுத்துவதன் மூலம் மட்டுமே கடுமையான போட்டி சந்தையில் ஒருவர் வெற்றி பெற முடியும்.
இந்த கட்டுரையில் உள்ள பகுப்பாய்வு மற்றும் பரிந்துரைகள் தொடர்புடைய தொழில்களுக்கான பயனுள்ள சரிசெய்தல் உத்திகள் மற்றும் தீர்வுகளை வழங்கும் என்று நாங்கள் நம்புகிறோம்.