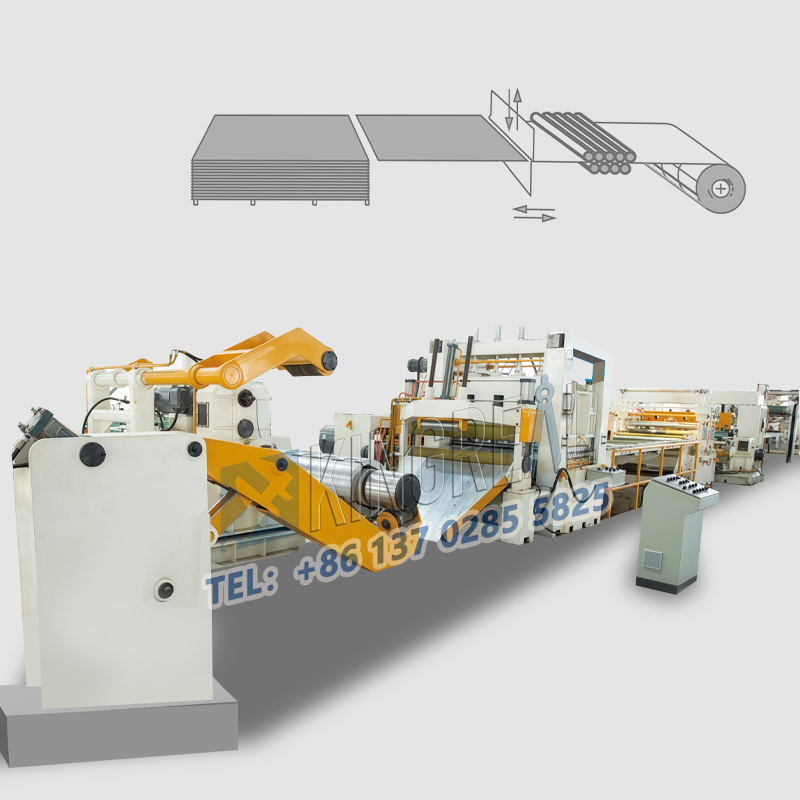
உற்பத்தி செயல்பாட்டில் கருவிகளின் துல்லியம் முக்கிய பங்கு வகிக்கிறதுநீளம் இயந்திரங்கள் வெட்டப்பட்ட உலோக தாள்.
மெக்கானிக்கல் கட்டமைப்பு துல்லியம், மின் கட்டுப்பாட்டு அமைப்பு துல்லியம், கருவியின் தரம் மற்றும் பராமரிப்பு, தாள் பொருள் கையாளுதல் மற்றும் பொருத்துதல், மற்றும் செயல்முறை அளவுரு மேம்படுத்தல், இயந்திரத்தின் தரத்திற்கு நீளமாக வெட்டப்பட்ட தாள் உலோகத்தின் ரகசியங்களை முழுமையாக வெளிப்படுத்தும் தாள் உலோகத்தின் நீளக் கோடுகளின் பல்வேறு அம்சங்களை இந்தக் கட்டுரை ஆராயும்.

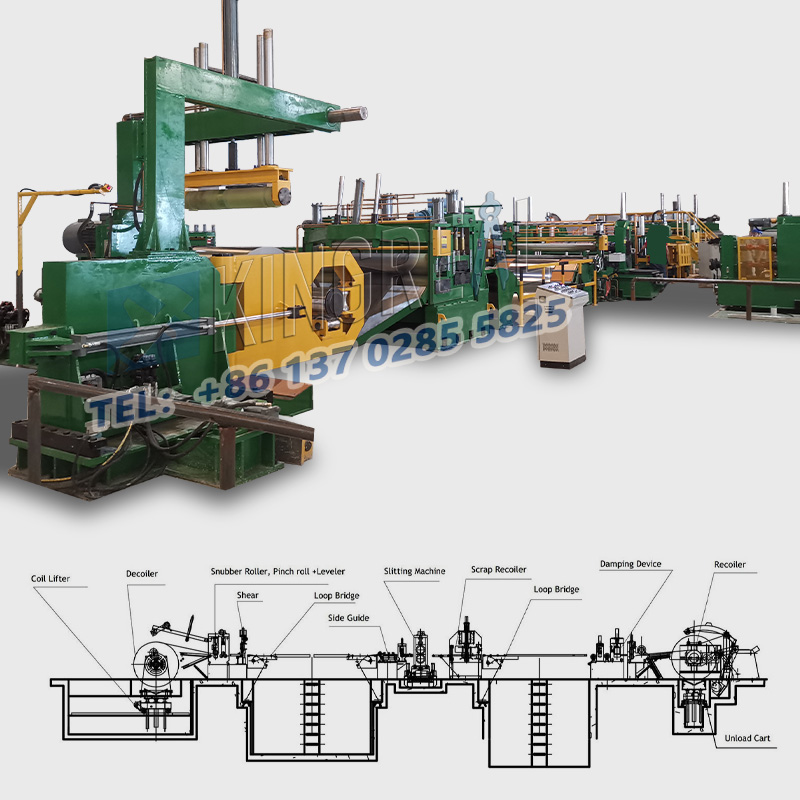
(1) தாள் உலோகத்தை நீளமாக வெட்டுவதற்கான இயந்திர கட்டமைப்பு துல்லியம்
ஒரு இயந்திர அமைப்புஉலோகத் தாள் நீளக் கோட்டிற்கு வெட்டப்பட்டதுஅதன் அடித்தளம் ஆகும், மேலும் ஒவ்வொரு கூறுகளின் உற்பத்தி துல்லியம் அதன் ஒட்டுமொத்த செயல்திறனை கணிசமாக பாதிக்கிறது.
எடுத்துக்காட்டாக, எந்திரத்தின் போது வழிகாட்டி தண்டவாளங்களின் நேரான தன்மை கணிசமாக விலகினால், தாள் பொருள் போக்குவரத்தின் போது மாறும், இதன் விளைவாக துல்லியமற்ற வெட்டு பரிமாணங்கள் ஏற்படும்.
மேலும், லீட் ஸ்க்ரூவின் சுருதித் துல்லியம் சமமாக முக்கியமானதாகும், இது பொருள் உணவின் துல்லியத்தை நேரடியாக தீர்மானிக்கிறது. பிட்ச் பிழைகள் வெட்டு நீளத்தில் விலகல்களை ஏற்படுத்தும், இது இறுதி தயாரிப்பின் தரத்தை பாதிக்கும்.
எடுத்துக்காட்டாக, உயர் துல்லியமான எலக்ட்ரானிக் கூறுகளுக்குத் தேவைப்படும் மெல்லிய செப்புப் படலத்திற்கு, வழிகாட்டி இரயில் நேரான தன்மை மற்றும் ஈய திருகு சுருதித் துல்லியத் தேவைகள் மிக அதிகம். எந்தவொரு சிறிய விலகலும் தகுதியற்ற செப்புப் படலத்தின் பரிமாணங்களை ஏற்படுத்தும், இதனால் மின்னணு கூறுகளின் செயல்திறனை பாதிக்கும்.
(2) தாள் உலோகத்தை நீளமாக வெட்டுவதற்கான மின் கட்டுப்பாட்டு அமைப்பு துல்லியம்
நீளக் கோட்டிற்கு வெட்டப்பட்ட உலோகத் தாள் மின் கட்டுப்பாட்டு அமைப்பு உபகரணங்களின் இயக்க அளவுருக்களை ஒழுங்குபடுத்துகிறது. அதன் துல்லியம் நேரடியாக கருவி ஊட்ட வேகம் மற்றும் வெட்டும் நிலையை பாதிக்கிறது.
துல்லியமான சர்வோ மோட்டார் கட்டுப்பாடு வாகன பாகங்கள் செயலாக்கத்தின் போது மிகவும் முக்கியமானது, குறிப்பாக அதிக வலிமை கொண்ட எஃகு தகடுகள். இது கூறுகளின் பரிமாண நிலைத்தன்மைக்கு உத்தரவாதம் அளிக்கிறது மற்றும் ஒவ்வொரு வெட்டு இடப் பிழையும் மிகக் குறுகிய வரம்பிற்குள் இருப்பதை உறுதி செய்வதன் மூலம் ஆட்டோமொபைல் அசெம்பிளி தரங்களை பூர்த்தி செய்கிறது.
மேலும் முக்கியமானது கட்டுப்பாட்டு அமைப்பின் பதில் வேகம். வேகமான மற்றும் துல்லியமான பதில், தாள் உலோகத் தாள்களை சரியான நேரத்தில் சரிசெய்து, இயந்திர இயக்க நிலைமைகளின் நீளத்திற்கு, தாமதத்தால் ஏற்படும் தரச் சிக்கல்களைத் தவிர்க்க அனுமதிக்கிறது.
(1) மெஷின் நீளத்திற்கு வெட்டப்பட்ட உலோகத் தாள்க்கான கருவிப் பொருள் தேர்வு
இல்உலோகத் தாள் நீளக் கோடுகளாக வெட்டப்பட்டது, கருவி பொருள் தேர்வு செயலாக்கப்படும் தட்டு பண்புகள் அடிப்படையில் இருக்க வேண்டும்.
அதிவேக எஃகு கருவிகள் பொதுவான லேசான எஃகு தகடுகளுக்கு பொருத்தமானவை, ஏனெனில் அவை சிறந்த வெட்டு செயல்திறன் மற்றும் மலிவு விலையை வழங்குகின்றன. ஆனால் துருப்பிடிக்காத எஃகு மற்றும் அலாய் ஸ்டீல் போன்ற கடினமான தட்டுகளை வேலை செய்ய கார்பைடு கருவிகள் தேவை.
அவற்றின் சிறந்த கடினத்தன்மை மற்றும் உடைகள் எதிர்ப்பு உண்மையில் கருவி ஆயுளை நீட்டிக்கும் மற்றும் வெட்டு தரத்திற்கு உத்தரவாதம் அளிக்கிறது.
விண்வெளித் துறையில் டைட்டானியம் அலாய் தகடுகளைச் செயலாக்குவது இன்னும் கடுமையான கருவிப் பொருளைக் கோருகிறது, கலவையின் அதிக வலிமை மற்றும் கடினத்தன்மையைத் தாங்குவதற்கு குறிப்பிட்ட அல்ட்ராஹார்ட் கருவிப் பொருட்களைப் பயன்படுத்துவது அவசியமாகிறது.
(2) மெஷின் நீளத்திற்கு வெட்டப்பட்ட தாள் உலோகத்திற்கான கருவி விளிம்பு தயாரிப்பு
கத்தரிக்கப்பட்ட மேற்பரப்பின் தரம் கருவியின் கூர்மையான மற்றும் முரட்டுத்தனமான விளிம்பால் மிகவும் பாதிக்கப்படுகிறது. மெல்லிய-தரையில் வெட்டும் கருவிகளின் கூர்மையான மற்றும் மென்மையான விளிம்புகள் உலோகத் தாள்களை வெட்டும்போது பர்ர்களையும் கண்ணீரையும் குறைக்க உதவுகின்றன.
உயர்தர வெட்டுக் கருவிகள், உதாரணமாக, கட்டடக்கலை அலங்காரத்திற்காக அலுமினியத் தாள் உலோகத்தைச் செயலாக்குவது, மென்மையான, சீரான மேற்பரப்புக்கு உத்தரவாதம் அளிக்கிறது, எனவே பின்தொடர்தல் அரைக்கும் தேவையைக் குறைத்து தயாரிப்பு தோற்றத்தையும் உற்பத்தித் திறனையும் மேம்படுத்துகிறது.
மேலும், கட்டிங் டூல் எட்ஜ் வடிவவியலை தாள் உலோக தடிமன் மற்றும் பொருளின் படி சீரமைக்க வேண்டும், இதனால் சீரான வெட்டு விசைக்கு உத்தரவாதம் அளிக்க வேண்டும், எனவே தாள் உலோக சிதைவை ஏற்படுத்தக்கூடிய அழுத்த செறிவைத் தடுக்கிறது.
(3) கருவி பராமரிப்பு மற்றும் தாள் உலோகத்தை நீளமாக வெட்டும் இயந்திரத்தை மாற்றுதல்
சுத்தம் செய்தல் மற்றும் எண்ணெய் தடவுதல் போன்ற வழக்கமான கருவி பராமரிப்பு மற்றும் பராமரிப்பு, துரு மற்றும் அதிகரித்த தேய்மானத்தை திறம்பட தடுக்கலாம்.
கருவியின் தேய்மானத்தைக் கண்காணித்தல் மற்றும் கடுமையாக அணிந்திருந்த கருவிகளை உடனடியாக மாற்றுதல் ஆகியவை, நீளக் கோட்டிற்கு வெட்டப்பட்ட உலோகத் தாள்களின் தொடர்ச்சியான மற்றும் நிலையான செயல்பாட்டை உறுதிசெய்வதற்கு முக்கியமானதாகும். பொதுவாக, கட்டிங் எட்ஜ் உடைகள் ஒரு குறிப்பிட்ட அளவை அடையும் போது கருவியை மாற்றுவதைக் கருத்தில் கொள்ள வேண்டும் (எ.கா., 0.2 மிமீ-0.5 மிமீ, கருவி பொருள் மற்றும் தாள் உலோகத்தை பொறுத்து).
அதிகமாக அணிந்திருக்கும் கருவிகளின் தொடர்ச்சியான பயன்பாடு, தாள் உலோக வெட்டுதல் தரத்தை கணிசமாகக் குறைக்கும், இது பரிமாண விலகல்கள் மற்றும் அதிகரித்த பர்ர்களுக்கு வழிவகுக்கும்.
(1) நீளக் கோட்டிற்கு வெட்டப்பட்ட உலோகத் தாள்களுக்கான உணவு அமைப்பு நிலைத்தன்மை
சீரான மற்றும் துல்லியமான தாள் உணவை உறுதி செய்வதற்கு ஒரு நிலையான உணவு அமைப்பு அவசியம்நீளம் இயந்திரம் வெட்டப்பட்ட உலோக தாள்.
ஃபீட் ரோலர்களின் மேற்பரப்பு கடினத்தன்மை மற்றும் வட்டமானது மென்மையான தாள் போக்குவரத்தை பாதிக்கலாம். ஃபீட் ரோலர்கள் கரடுமுரடானதாகவோ அல்லது போதுமான வட்டமாக இல்லாமலோ இருந்தால், போக்குவரத்தின் போது தாள் அதிர்வுறும், இதனால் வெட்டு பரிமாண மாறுபாடுகள் ஏற்படும்.
மேலும், ஃபீட் மோட்டாரின் ஓட்டுநர் முறுக்கு நிலைத்தன்மை முக்கியமானது; டிரைவிங் டார்க்கில் ஏற்படும் மாறுபாடுகள் ஒழுங்கற்ற ஊட்ட விகிதங்களை ஏற்படுத்தலாம்.
எடுத்துக்காட்டாக, நிலையான வெட்டு பரிமாணங்களுக்கு உத்தரவாதம் அளிப்பதற்கும், அசெம்பிளி துல்லியத்தைப் பாதுகாப்பதற்கும், சாதனங்களுக்கான கால்வனேற்றப்பட்ட எஃகு தாள்களை செயலாக்கும்போது மிகவும் நிலையான உணவு அமைப்பு தேவைப்படுகிறது.
(2) நீளக் கோட்டிற்கு வெட்டப்பட்ட தாள் உலோகத்திற்கான பொருத்துதல் சாதனத்தின் துல்லியம்
ஒரு துல்லியமான பொருத்துதல் சாதனம் வெட்டுவதற்கு முன் தாள் சரியாக நிலைநிறுத்தப்பட்டிருப்பதை உறுதி செய்கிறது. பொருத்துதல் சாதனத்தின் துல்லியமானது தாளின் செயலாக்கத் துல்லியத் தேவைகளுக்கு ஏற்ப சரிசெய்யப்பட வேண்டும், பொதுவாக ±0.1mm முதல் ±0.5mm வரை அடையும்.
பொதுவான நிலைப்படுத்தல் முறைகளில் மெக்கானிக்கல் பொசிஷனிங் மற்றும் ஃபோட்டோ எலக்ட்ரிக் பொசிஷனிங் ஆகியவை அடங்கும். மெக்கானிக்கல் பொசிஷனிங் எளிமையான கட்டமைப்பை வழங்குகிறது, ஆனால் ஒப்பீட்டளவில் குறைந்த துல்லியத்தை வழங்குகிறது, அதே நேரத்தில் ஒளிமின்னழுத்த நிலைப்படுத்தல் அதிக துல்லியம் மற்றும் வேகமான பதில் வேகத்தை வழங்குகிறது.
துல்லியமான கருவிக் கூறுகளுக்கான தாள்களைச் செயலாக்கும்போது, துல்லியமான தாள் பொருத்துதலை உறுதிசெய்யவும், தயாரிப்பு தரத்தை மேம்படுத்தவும் ஒளிமின்னழுத்த பொருத்துதல் சாதனங்கள் பெரும்பாலும் பயன்படுத்தப்படுகின்றன.
(1) தாள் உலோகத்தை நீளமாக வெட்டும் இயந்திரத்திற்கான வெட்டு வேக சரிசெய்தல்
தாளின் தடிமன் மற்றும் பொருளின் படி வெட்டு வேகம் தேர்ந்தெடுக்கப்பட வேண்டும். வெளியீட்டு செயல்திறனை உயர்த்துவதற்காக மெல்லிய தாள்களுக்கு வெட்டு வேகத்தை உயர்த்தலாம்.
தடிமனான அல்லது கடினமான தாள்களுக்கு, மிக வேகமான வெட்டு வேகம் தாளை வளைத்து, கருவி தேய்மானத்தை அதிகரிக்கலாம். உதாரணமாக, 1 மிமீ தடிமன் கொண்ட சாதாரண எஃகு தாள்களை செயலாக்குவதற்கு வெட்டு வேகம் நிமிடத்திற்கு 30-50 ஸ்ட்ரோக்குகளாக சரிசெய்யப்படலாம்; 5 மிமீ தடிமன் கொண்ட அதிக வலிமை கொண்ட எஃகு தாள்களுக்கு, வெட்டு வேகம் நிமிடத்திற்கு 10-20 ஸ்ட்ரோக்குகளாக குறைக்கப்பட வேண்டும்.
(2) நீளக் கோட்டிற்கு வெட்டப்பட்ட உலோகத் தாள்களுக்கான வெட்டு இடைவெளி அமைப்பு
வெட்டு இடைவெளி என்பது மேல் மற்றும் கீழ் வெட்டும் கருவிகளுக்கு இடையிலான தூரத்தைக் குறிக்கிறது. அதன் அளவு வெட்டப்பட்ட மேற்பரப்பின் தரத்தையும் வெட்டும் கருவிகளின் வாழ்க்கையையும் கணிசமாக பாதிக்கிறது.
மிகச்சிறிய இடைவெளியானது கருவியின் தேய்மானத்தை விரைவுபடுத்துகிறது மற்றும் கருவிகளை சேதப்படுத்தும், அதே சமயம் பெரிய இடைவெளி வெட்டப்பட்ட மேற்பரப்பில் பர்ர்களையும் கண்ணீரையும் ஏற்படுத்தும்.
பொதுவாக, வெட்டு இடைவெளி தாள் தடிமன் 5% -10% ஆக அமைக்கப்பட வேண்டும் (குறிப்பிட்ட மதிப்பு தாள் பொருளைப் பொறுத்தது).
அலுமினிய அலாய் தாள்களை செயலாக்கும்போது, அவற்றின் மென்மை காரணமாக, ஒரு சிறிய மதிப்பைப் பயன்படுத்தலாம். இருப்பினும், கடினமான எஃகு செயலாக்கத்தில், ஒரு பெரிய வெட்டு இடைவெளி தேவைப்படுகிறது.