உலோக ஸ்லிட்டிங் இயந்திரங்கள்துருப்பிடிக்காத எஃகு, எஃகு, அலுமினியம், தாமிரம், சூடான-உருட்டப்பட்ட, குளிர்-உருட்டப்பட்ட, மற்றும் பிபிஜிஐ போன்ற உலோகச் சுருள்களிலிருந்து வாடிக்கையாளர் தேவைகளைப் பூர்த்தி செய்யும் குறுகிய கீற்றுகளை உற்பத்தி செய்யப் பயன்படுகிறது. இந்த உலோக பிளவு கோடுகள் உலோக செயலாக்கத் துறையில் பரவலாகப் பயன்படுத்தப்படுகின்றன. உலோக சுருள்களின் சிறந்த செயலாக்கத்தில் ஒரு முக்கிய இணைப்பாக, உலோக பிளவு இயந்திரம் மூலப்பொருட்களை கீழ்நிலை முடிக்கப்பட்ட பொருட்களின் உற்பத்தியுடன் இணைக்கிறது. அவற்றில், வாகன உதிரிபாகங்கள், வீட்டு உபயோகப் பொருட்கள் குண்டுகள் மற்றும் குழாய் உற்பத்தி போன்ற துறைகளில் உலோக பிளவு கோடுகளுக்கான தேவை குறிப்பாக வலுவாக உள்ளது.
எனவே, உலோக ஸ்லிட்டிங் கோடுகள் மற்றும் பிளவு செயல்முறைகளைப் புரிந்துகொள்வது, நிறுவனங்கள் உற்பத்தி நடைமுறைகளை மேம்படுத்தவும், பொருள் கழிவுகளை குறைக்கவும், தயாரிப்பு துல்லியத்தை மேம்படுத்தவும், அடுத்தடுத்த திறமையான உற்பத்திக்கு அடித்தளத்தை அமைக்கவும் உதவும். இந்த கட்டுரையில், KINGREAL STEEL SLITTER ஆனது உலோக ஸ்லிட்டிங் இயந்திரங்கள் மற்றும் ஸ்லிட்டிங் செயல்முறைகள் பற்றிய முக்கிய அறிவை அனைவருக்கும் ஐந்து உதவிக்குறிப்புகளிலிருந்து அறிமுகப்படுத்தும்.

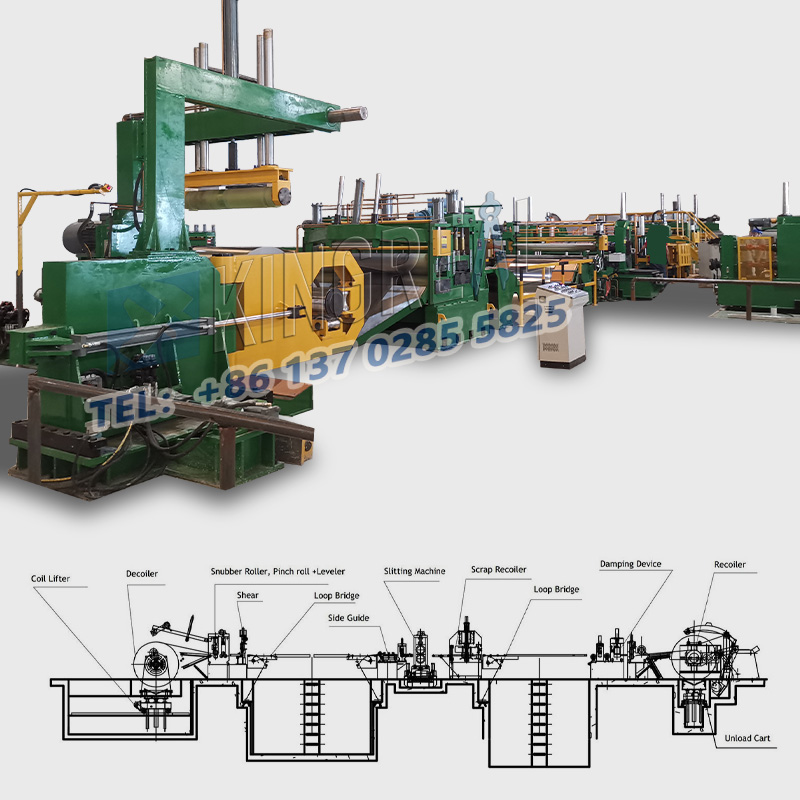
- உலோக பிளவு கோட்டிற்கான அன்கோயிலிங் அலகு
எஃகு கீற்றுகள் மற்றும் அலுமினியப் பட்டைகள் போன்ற உலோகச் சுருள்களை நிலையாக வெளியிட, சுருள்கள் விலகுவதைத் தடுக்கும் அல்லது சீரற்ற பதற்றத்தைத் தடுக்க டிகாயிலர் பயன்படுத்தப்படுகிறது. பொதுவாக, மெட்டல் ஸ்லிட்டிங் மெஷின் பொருத்தப்பட்ட டிகாயிலரில் சுருள் ஆதரவு தண்டு மற்றும் பதற்றம் கட்டுப்பாட்டு அமைப்பு ஆகியவை அடங்கும். சில உலோக பிளவு இயந்திரங்கள் வெவ்வேறு அகலங்கள்/தடிமன் கொண்ட உலோகச் சுருள்களுக்கு ஏற்ப தானியங்கி மையப்படுத்தும் சாதனத்துடன் பொருத்தப்பட்டுள்ளன.
- உலோக பிளவு வரிக்கான வழிகாட்டுதல் மற்றும் சமன் செய்யும் அலகு
சித்தப்படுத்துதல்உலோக பிளவு கோடுவழிகாட்டுதல் மற்றும் சமன்படுத்துதல் அலகு, போக்குவரத்தின் போது சுருளின் வளைவு மற்றும் சுருக்கத்தை சரிசெய்வதை நோக்கமாகக் கொண்டுள்ளது, சுருள் ஒரு தட்டையான நிலையில் நீளமான பிளவு நிலைக்கு நுழைவதை உறுதிசெய்து, அடுத்தடுத்த வெட்டு பிழைகளைக் குறைக்கிறது. கூடுதலாக, சமன்படுத்தும் விளைவு நேரடியாக இறுதி பிளவு பலகையின் தட்டையான தன்மையை பாதிக்கும், சுருளின் சீரற்ற தன்மையால் ஏற்படும் கடினமான வெட்டு விளிம்புகளைத் தவிர்க்கிறது.
- உலோக பிளவு வரிக்கான ஸ்லிட்டர்
மெட்டல் ஸ்லிட்டிங் மெஷின் பல செட் ஸ்லிட்டிங் கத்திகள் மூலம் முன்னமைக்கப்பட்ட அளவிற்கு ஏற்ப அகலமான உலோக சுருள்களை குறுகிய கீற்றுகளாக வெட்டுகிறது. அவற்றில், உலோக ஸ்லிட்டிங் இயந்திரத்தின் கத்தி குழு இடைவெளியின் சரிசெய்தல் துல்லியம் பொதுவாக ± 0.1 மிமீ ஆகும். அதிவேக எஃகு, கடினமான அலாய், வெவ்வேறு கடினத்தன்மை கொண்ட உலோகங்களுடன் இணக்கமானது போன்ற வாடிக்கையாளரின் செயலாக்கப் பொருட்களின் தன்மைக்கு ஏற்ப கத்திகளின் பொருள் KINGREAL STEEL SLITTER பொறியாளர்களால் தேர்ந்தெடுக்கப்படும்.
- உலோக பிளவு இயந்திரத்திற்கான முறுக்கு அலகு
வெட்டப்பட்ட பின் குறுகிய உலோகக் கீற்றுகள், அடுத்தடுத்த சேமிப்பு, போக்குவரத்து அல்லது அடுத்த செயலாக்க நடைமுறையில் (ஸ்டாம்பிங், வளைத்தல் போன்றவை) நேரடியாக நுழைவதற்கு வசதியாக ரோல்களில் நேர்த்தியாகச் சுருட்டப்படுகின்றன. முறுக்கு பதற்றம் வெட்டு வேகத்துடன் பொருத்தப்பட வேண்டும், முறுக்குகளின் போது துண்டு நீட்டப்படுவதையும் சிதைப்பதையும் அல்லது தளர்த்துவதையும் தடுக்கிறது, முடிக்கப்பட்ட ரோல் பொருளின் இறுக்கத்தை உறுதி செய்கிறது.
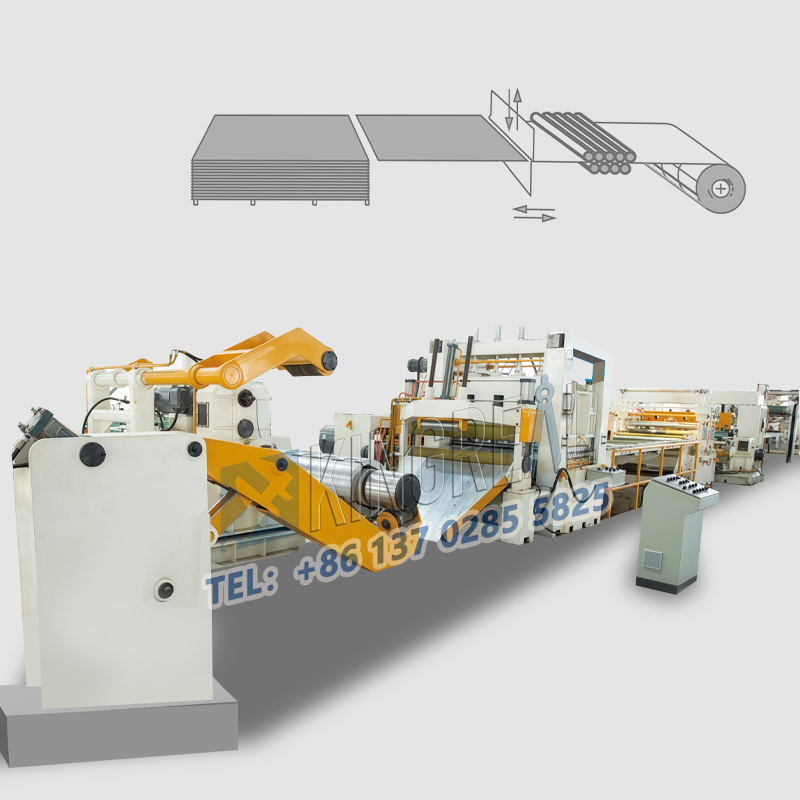
படி 1: சுருள் ஆய்வு மற்றும் உலோக பிளவு வரிக்கான அளவுரு அமைப்பு
பொருள் (கார்பன் எஃகு, துருப்பிடிக்காத எஃகு, அலுமினிய அலாய், சிலிக்கான் எஃகு போன்றவை), தடிமன் (0.2-16 மிமீ) மற்றும் உலோகச் சுருளின் அகலம் ஆகியவற்றைச் சோதித்து, அதனுடன் தொடர்புடைய அளவுருக்களுடன் பொருத்தவும்.உலோக பிளவு கோடு. சாதனக் கட்டுப்பாட்டு அமைப்பில் பிளவு அகலம், முறுக்கு வேகம் மற்றும் பதற்றம் மதிப்பு போன்ற முக்கிய அளவுருக்களை உள்ளிடவும்.
படி 2: மெட்டல் ஸ்லிட்டிங் லைனுக்கு அன்ரோல் மற்றும் லெவல்
சுருள் பொருளை வெளியிட டிகாயிலரைத் தொடங்கவும், வழிகாட்டும் பொறிமுறையின் மூலம் அதை சீரமைக்கவும், பின்னர் சுருள் பொருளின் உள் அழுத்தத்தை சமன் செய்யும் உருளை மூலம் அகற்றவும்.
படி 3: மெட்டல் ஸ்லிட்டிங் மெஷினுக்கான துல்லியமான ஸ்லிட்டிங்
ஸ்லிட்டிங் கத்தி குழுவானது முன்னமைக்கப்பட்ட இடைவெளியில் சுருளில் நீளமான வெட்டுகளை செய்கிறது, மேலும் வெட்டும் போது சுருளின் இடப்பெயர்ச்சியைத் தடுக்க அழுத்தும் பொறிமுறையின் மூலம் சுருளை ஒரே நேரத்தில் சரிசெய்கிறது. எட்ஜ் கட்டிங் தரத்தை நிகழ்நேரத்தில் கண்காணிக்கவும் (பர்ஸ் இல்லை மற்றும் சுருண்ட விளிம்புகள் இல்லை), மேலும் சூழ்நிலைக்குத் தேவையான கருவியின் அழுத்தம் அல்லது வேகத்தை நன்றாக மாற்றவும்.
படி 4: மெட்டல் ஸ்லிட்டிங் மெஷினுக்கான பின்னடைவு
பிளவுபடுத்திய பின் குறுகிய கீற்றுகள் வழிகாட்டி ரோலர் வழியாக மறுசுழற்சிக்குள் நுழைந்து, முன்னமைக்கப்பட்ட பதற்றத்திற்கு ஏற்ப ரோல்களாக மாற்றப்படுகின்றன. சில மாதிரிகள் தானியங்கி பிளவு மற்றும் லேபிளிங் செயல்பாடுகளுடன் பொருத்தப்பட்டுள்ளன
 |
 |
வாடிக்கையாளர்களின் பல்வேறு கோரிக்கைகளுக்கு ஏற்ப, கிங்ரியல் ஸ்டீல் ஸ்லிட்டர் பல்வேறு வகையான உலோக பிளவு கோடுகளை வடிவமைத்துள்ளது. உலோக ஸ்லிட்டிங் இயந்திரத்திற்கான உற்பத்தித் திட்டம் பின்வருமாறு.
உலோகப் பொருள் மூலம்: துருப்பிடிக்காத எஃகு சுருள் ஸ்லிட்டிங் இயந்திரம், ஸ்டீல் ஸ்ட்ரிப் ஸ்லிட்டிங் மெஷின், சிலிக்கான் ஸ்டீல் காயில் ஸ்லிட்டிங் மெஷின், அலுமினிய காயில் ஸ்லிட்டிங் மெஷின்....
உலோக ஸ்லிட்டிங் இயந்திரங்கள்இலகுரக ஸ்லிட்டிங் இயந்திரம்(0.2-3 மிமீ),நடுத்தர கடமை பிளவு இயந்திரம்(3 மிமீ-6 மிமீ),கனரக ஸ்லிட்டிங் இயந்திரம்(6-16மிமீ).
ஆட்டோமேஷன் பட்டம் மூலம்:முழு தானியங்கி உலோக பிளவு இயந்திரம், அரை தானியங்கி உலோக பிளவு கோடு.
தனிப்பயனாக்கம் மூலம்:அதிவேக உலோக பிளவு இயந்திரம், இரட்டை ஸ்லிட்டர் ஹெட் காயில் ஸ்லிட்டிங் இயந்திரம், பெல்ட் டென்ஷன் சுருள் பிளவு இயந்திரம்.
சிக்கல் 1: விளிம்பு வெட்டும் போது பர்ர்ஸ் மற்றும் சுருண்ட விளிம்புகள் தோன்றும்
சாத்தியமான காரணங்கள்: பிளேட் தேய்மானம்/செயலற்ற தன்மை, பிளேடு குழு இடைவெளியின் முறையற்ற சரிசெய்தல் மற்றும் வெட்டு வேகத்திற்கும் உலோகப் பொருட்களுக்கும் இடையில் பொருந்தாதது.
தீர்வு 1: தொடர்ந்து ஆய்வு செய்யுங்கள்உலோக பிளவு கோடுமற்றும் கத்திகளை மாற்றவும், பிளேடு குழு இடைவெளியை மறுசீரமைக்கவும், உலோகத்தின் கடினத்தன்மைக்கு ஏற்ப வெட்டு வேகத்தை சரிசெய்யவும்.
சிக்கல் 2: பிளவுபட்ட பிறகு கீற்றுகளின் அகலத்தில் அதிகப்படியான விலகல்
சாத்தியமான காரணங்கள்: சுருளின் தவறான மையப்படுத்தல், கருவி குழுவின் போதுமான பொருத்துதல் துல்லியம் மற்றும் சுருளின் இடப்பெயர்ச்சியை ஏற்படுத்தும் பதற்றம் ஏற்ற இறக்கங்கள்.
தீர்வு 2: மெட்டல் ஸ்லிட்டிங் இயந்திரத்தின் வழிகாட்டும் பொறிமுறையின் மையப்படுத்தல் செயல்பாட்டைச் சரிபார்க்கவும், கத்தி குழுவின் நிலைப்படுத்தல் அமைப்பை மறுசீரமைக்கவும் மற்றும் பதற்றம் கட்டுப்பாட்டு அளவுருக்களை மேம்படுத்தவும்.
பிரச்சனை 3: ரோல் மெட்டீரியல் முறுக்கு பிறகு தளர்வாக அல்லது சுருக்கமாக மாறும்
சாத்தியமான காரணங்கள்: போதுமான அல்லது சீரற்ற முறுக்கு பதற்றம், ஒத்திசைவற்ற முறுக்கு வேகம் மற்றும் வெட்டு வேகம், சுருள் பொருளின் முழுமையற்ற நிலை.
தீர்வு: முறுக்கு பதற்றத்தை பொருத்தமான மதிப்புக்கு சரிசெய்து, ஒரே நேரத்தில் வெட்டு மற்றும் முறுக்கு வேகத்தை மேம்படுத்தவும், மேலும் உலோக ஸ்லிட்டிங் இயந்திரத்தில் லெவலிங் இயந்திரத்தின் ரோலர் தண்டுகள் அணிந்துள்ளதா என்பதை சரிபார்க்கவும்.
* பிளவு செயல்முறையின் தர ஆய்வு
பரிமாண ஆய்வு: குறுகிய கீற்றுகளின் அகலம் மற்றும் தடிமன் துல்லியத்தை ஆய்வு செய்ய காலிப்பர்கள் மற்றும் லேசர் அகல அளவீடுகளைப் பயன்படுத்தவும், அவை ஆர்டர் தேவைகளைப் பூர்த்தி செய்கின்றன என்பதை உறுதிப்படுத்தவும்.
காட்சி ஆய்வு: வெட்டப்பட்ட விளிம்பு வழுவழுப்பாக உள்ளதா மற்றும் பர்ர்கள் இல்லாததா, ரோல் மெட்டீரியலின் மேற்பரப்பில் கீறல்கள் அல்லது சுருக்கங்கள் உள்ளதா என்பதை பார்வை அல்லது கருவிகள் மூலம் சரிபார்க்கவும்.
செயல்திறன் சோதனை: செயலாக்கத்தின் காரணமாக பிளவுபட்ட பிறகு உலோகத்தின் இயந்திர பண்புகள் (இழுத்த வலிமை போன்றவை) சேதமடைந்துள்ளதா என்பதைச் சரிபார்க்கவும்.
*உலோக பிளவு இயந்திரங்களின் தினசரி பராமரிப்பு
வழக்கமான சுத்தம்: உட்புறத்தில் இருந்து உலோக குப்பைகளை அகற்றவும்உலோக பிளவு கோடுடூல் அசெம்பிளியில் சிக்கிக் கொள்ளாமல் அல்லது வழிகாட்டும் பொறிமுறையின் துல்லியத்தை பாதிக்காமல் தடுக்க.
உபகரண உயவு: கருவி அமைக்கும் குழுவின் தாங்கு உருளைகள் மற்றும் தேய்மானத்தைக் குறைக்க அன்வைண்டிங்/ரீவைண்டிங் ஷாஃப்ட்கள் போன்ற நகரும் பாகங்களுக்கு மசகு எண்ணெயைத் தவறாமல் சேர்க்கவும்.
பிளேடு பராமரிப்பு: பிளேடுகளை தவறாமல் மெருகூட்டவும் மற்றும் செயலிழக்கச் செய்யவும் அல்லது பிளேடு பிரச்சனைகளால் செயலாக்கத் தரத்தை பாதிக்காமல் இருக்க, அவற்றை அணியும் அளவிற்கு மாற்றவும்.
கணினி அளவுத்திருத்தம்: PLC கட்டுப்பாட்டு அமைப்பில் உள்ள அளவுருக்களை மாதாந்திர/காலாண்டுக்கு ஒருமுறை அளவீடு செய்து, உலோகப் பிளவுக் கோடு ஒரு துல்லியமான இயக்க நிலையில் இருப்பதை உறுதிசெய்யவும்.