குறுகிய கீற்றுகளின் தரத்தை உத்தரவாதம் செய்வதற்கான மிக முக்கியமான காரணிகளில் ஒன்று துல்லியமான பிளவு ஆகும். துருப்பிடிக்காத எஃகு, எஃகு, அலுமினியம் அலாய், தாமிரம், பிபிஜிஐ, குளிர்-உருட்டப்பட்ட அல்லது சூடான-உருட்டப்பட்டதாக இருந்தாலும், பிளவுபடுத்தும் போது இறுக்கமான சகிப்புத்தன்மையை வைத்திருப்பது உடனடியாக தயாரிப்பு தரம், கீழ்நிலை செயலாக்க திறன் மற்றும் வாடிக்கையாளர் திருப்தி ஆகியவற்றுடன் இணைக்கப்பட்டுள்ளது. பிளவு அகலம், விளிம்பு குறைபாடுகள் அல்லது பொருள் வளைவில் ஏற்படும் மாற்றங்கள் ஆகியவற்றில் சிறிய வேறுபாடுகளுக்கு கூட குறுகிய கீற்றுகள் நிராகரிக்கப்படலாம்.
எனவே, நீங்கள் எவ்வாறு சரியாக செயல்பட முடியும்எஃகு துண்டு பிளவு கோடுஇறுக்கமான சகிப்புத்தன்மையை அடைவதற்கு? இந்தக் கட்டுரை ஐந்து முக்கிய அம்சங்களை ஆராய்கிறது: ஸ்டீல் ஸ்ட்ரிப் ஸ்லிட்டிங் மெஷின் செட்டப், டென்ஷன் கன்ட்ரோல், டூல் கான்ஃபிகரேஷன், மெட்டீரியல் ஹேண்ட்லிங் மற்றும் ஸ்டீல் ஸ்ட்ரிப் ஸ்லிட்டிங் லைன் பராமரிப்பு.

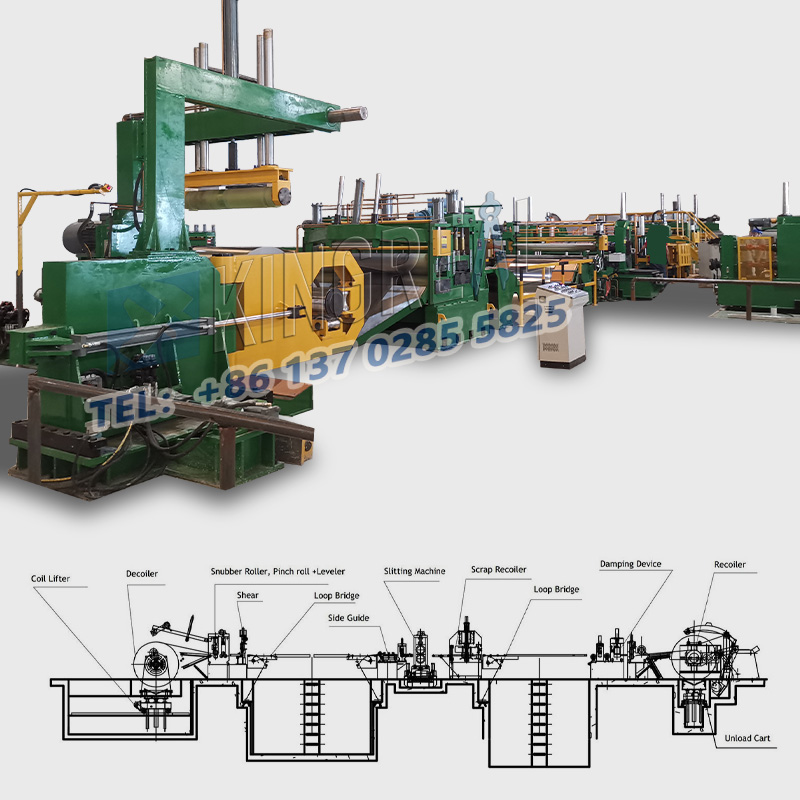
இன் ஆரம்ப அமைப்புஎஃகு துண்டு ஸ்லிட்டிங் இயந்திரம்பிளவு சகிப்புத்தன்மையை அடைவதற்கு அடிப்படையானது. தொடங்குவதற்கு முன் ஐந்து முக்கிய அம்சங்களைக் கவனிக்க வேண்டும்:
-ஸ்டீல் ஸ்டிரிப் ஸ்லிட்டிங் லைன் சீரமைப்பு: மெட்டீரியலை இயக்கும் முன், மாண்ட்ரலின் சீரமைப்பு (துல்லியமான மைய செயல்பாட்டை உறுதிசெய்ய), பிளவு அச்சு (அவிண்ட்/ரிவைண்ட் அச்சுக்கு இணையாக) மற்றும் ஸ்டீல் ஸ்ட்ரிப் ஸ்லிட்டிங் மெஷின் பேஸ் ஆகியவற்றைச் சரிபார்க்கவும். தவறான அமைப்பினால் ஏற்படும் பிழைகளைத் தவிர்க்க, துல்லியமான கூறுகளை நிலைநிறுத்த லேசர் சீரமைப்பு கருவிகள் பயன்படுத்தப்படுகின்றன.
-காந்த மையத் தேர்வு மற்றும் நிறுவுதல்: ஸ்டீல் ஸ்ட்ரிப் ஸ்லிட்டிங் மெஷின் ஷாஃப்ட்டுடன் பொருந்தக்கூடிய உள் விட்டம் கொண்ட ஒரு வட்ட, நேரான காந்த மையத்தைத் தேர்ந்தெடுக்கவும். சறுக்கல் அல்லது சிதைவைத் தடுக்க இது பாதுகாப்பாக நிறுவப்பட்டுள்ளதா என்பதை உறுதிப்படுத்தவும். முக்கிய செறிவு தவறுகள் பிளவு துளைக்கு பயணிக்கலாம், எனவே விளிம்பின் தரம் மற்றும் அகல துல்லியத்தை சமரசம் செய்யலாம்.
-டூல் பொசிஷனிங்: ஒரு அளவுத்திருத்த மீட்டர் அல்லது ஸ்டீல் ஸ்ட்ரிப் ஸ்லிட்டிங் லைனுக்கான சரிபார்க்கப்பட்ட டிஜிட்டல் ரீட்அவுட்டைப் பயன்படுத்தி ஆர்டர் விவரக்குறிப்புகளின்படி பிளவு அகலத்தைத் தீர்மானிக்க கருவியின் நிலையைத் துல்லியமாகச் சரிசெய்யவும். மாற்றம் மற்றும் விலகல் ஏற்படுவதைத் தடுக்க, கருவி பூட்டப்பட்டுள்ளதா என்பதைத் தொடங்குவதற்கு முன் சரிபார்க்கவும்.
-சுத்தம் செய்தல்: தூசி, கிரீஸ் மற்றும் குப்பைகளிலிருந்து ஸ்டீல் ஸ்ட்ரிப் ஸ்லிட்டிங் இயந்திரத்தை சுத்தம் செய்யவும், குறிப்பாக தாங்கு உருளைகள், வழிகாட்டி தண்டவாளங்கள் மற்றும் சென்சார்கள் ஆகியவற்றைச் சுற்றிலும், சீரான செயல்பாட்டை உறுதி செய்யவும், சிக்கலைக் கண்டறிவதை எளிதாக்கவும்.
-நிரல் சரிபார்ப்பு: ஸ்டீல் ஸ்ட்ரிப் ஸ்லிட்டிங் மெஷின் புரோகிராம் செய்யக்கூடியதாக இருந்தால், சரியான புரோகிராம் ஏற்றப்பட்டிருப்பதையும், டென்ஷன் வளைவு மற்றும் பிளவு வேகம் போன்ற அளவுருக்கள், சகிப்புத்தன்மையை பாதிக்கக்கூடிய அளவுருப் பிழைகளைத் தவிர்க்க இயக்கத் தேவைகளைப் பூர்த்திசெய்கிறதா என்பதையும் உறுதிப்படுத்தவும்.
 |
 |
நிலையான பதற்றம் சகிப்புத்தன்மையை வெட்டுவதற்கு முக்கியமானது மற்றும் நான்கு முக்கிய பகுதிகளில் மேலாண்மை தேவைப்படுகிறது:
பதற்றம் நிலைத்தன்மை: முழுவதும் ஒரே மாதிரியான பதற்றத்தை பராமரிக்கவும்எஃகு துண்டு ஸ்லிட்டிங் இயந்திரம்செயல்முறை, பிரித்தல், பிளவு, முன்னாடி இருந்து. பொருள் அகல மாற்றங்கள், நீட்சி, விளிம்பு சிற்றலைகள், குனிதல் மற்றும் சகிப்புத்தன்மை ஆகியவை அழுத்த மாற்றத்தால் கடுமையாக பாதிக்கப்படுகின்றன.
-மண்டலக் கட்டுப்பாடு: நவீன ஸ்டீல் ஸ்ட்ரிப் ஸ்லிட்டிங் கோடுகள் அவிழ்ப்பதற்கும், பிளவுபடுத்துவதற்கும், ரிவைண்டிங் செய்வதற்கும் சுயாதீனமான பதற்ற மண்டலங்களைக் கொண்டுள்ளன. சுமை செல்கள் மற்றும் டென்ஷன் ரெகுலேட்டர்கள் தொடர்ந்து அளவீடு செய்யப்பட வேண்டும்.
பொருள் பண்புகளின் அடிப்படையில் பதற்றம் அமைக்கப்பட வேண்டும்: மிகக் குறைவாக இருப்பது சறுக்கல் மற்றும் மோசமான கண்காணிப்புக்கு வழிவகுக்கும்; மிக அதிகமாக பொருள் நீட்டி, விளிம்பு சிதைவை ஏற்படுத்தும்.
-ரிவைண்டிங்: அமுக்கக்கூடிய பொருட்களுக்கு, மையத்தில் அதிக பதற்றம் பயன்படுத்தப்படுகிறது, ரோல் விட்டம் நீட்டிக்கப்படாமல் ஒரு நிலையான ரோலை உறுதி செய்வதற்காக படிப்படியாக குறைகிறது. தவறான டேப்பர் விளிம்பு சேதம், சீரற்ற முறுக்கு மற்றும் சமரசம் அகல நிலைத்தன்மையை ஏற்படுத்தும்.
பொருள் அறிவு: வெவ்வேறு பொருட்களுக்கு வெவ்வேறு நீட்சி உத்திகள் தேவை. பொருளின் மீள் மாடுலஸ் மற்றும் மகசூல் வலிமையை அறிந்துகொள்வது அவசியம், இதனால் பொருள் சேதம் அல்லது சகிப்புத்தன்மை மீறல்களைத் தவிர்க்க பொருத்தமான பதற்றத் திட்டம் வகுக்கப்படலாம்.
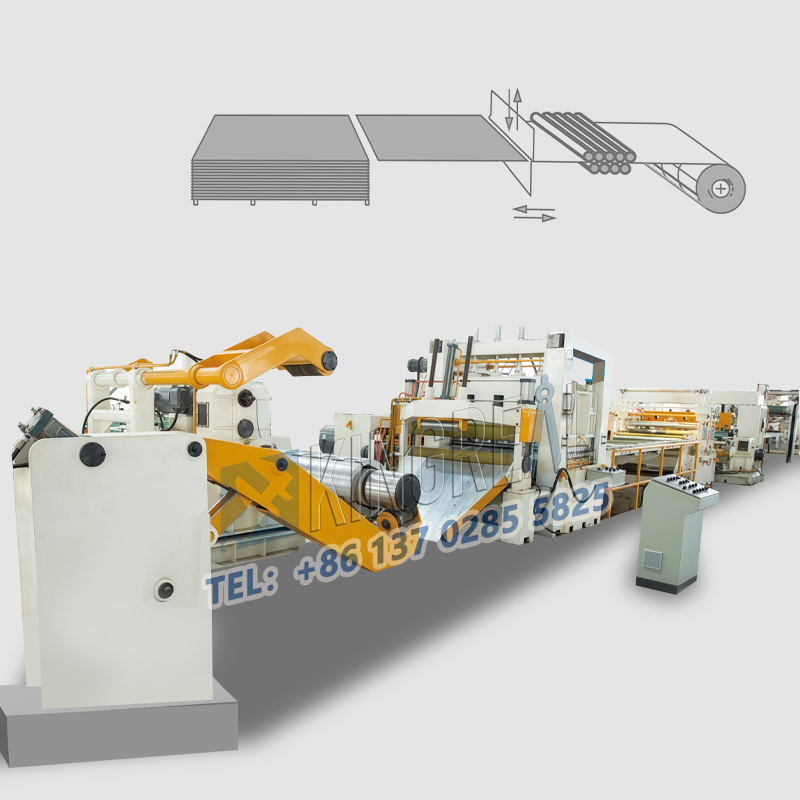
கருவி அமைப்புகள் வெட்டு தரம் மற்றும் பரிமாண துல்லியத்தை தீர்மானிக்கின்றன, நான்கு முக்கிய அம்சங்களில் கவனம் செலுத்துகின்றன:
கருவி கூர்மை: ஒரு மந்தமான கருவி பொருளை அழுத்தும் அல்லது கிழித்து, பர்ர்களை உருவாக்கும் மற்றும் சகிப்புத்தன்மையை மீறும். கூர்மையான விளிம்புகளைப் பராமரிக்க, பொருளின் தேய்மான அம்சங்கள் மற்றும் செயலாக்க சுழற்சியின் அடிப்படையில் ஒரு கருவியைக் கூர்மைப்படுத்துதல்/மாற்று அட்டவணை அமைக்கப்பட வேண்டும்.
கருவி வகை மற்றும் ஸ்லிட்டிங் முறை: பொருள் மற்றும் வெட்டு தேவைகளின் அடிப்படையில் கருவிகளைத் தேர்ந்தெடுக்கவும். சகிப்புத்தன்மையை உறுதிப்படுத்த வாடிக்கையாளர் தேவைகளின் அடிப்படையில் பறக்க வெட்டுதல் (தொடர்ச்சியான அதிவேகம்), சுழலும் வெட்டுதல் (உயர் துல்லியம்) அல்லது நிலையான வெட்டுதல் (இடையிடப்பட்ட சிறிய தொகுதி) ஆகியவற்றிற்கு இடையே தேர்வு செய்யவும்.
-ஆங்கிள் ஆப்டிமைசேஷன்: ரேஸர் வகை ஸ்டீல் ஸ்டிரிப் ஸ்லிட்டிங் மெஷின்களுக்கு, கருவி உடைகள் மூலம் வெட்டு தரத்தை சமப்படுத்த, பொருளுக்கு ஏற்ப பிளேடு கோணத்தை சரிசெய்யவும். கத்தரி-வகை எஃகு துண்டு பிளவு கோடுகளுக்கு மேல் மற்றும் கீழ் கத்திகளுக்கு இடையே உள்ள இடைவெளியை நன்றாக மாற்றி அமைக்கவும் (உற்பத்தியாளரின் விளக்கப்படத்தைப் பார்த்து, பொருள் குணங்களை கணக்கில் எடுத்துக்கொள்ளவும்). முறையற்ற இடைவெளி அல்லது ஒன்றுடன் ஒன்று பர்ர்ஸ் மற்றும் கரடுமுரடான விளிம்புகளை ஏற்படுத்தும்.
-செயல்பாட்டு நிலைத்தன்மை: என்பதை உறுதி செய்யவும்எஃகு துண்டு ஸ்லிட்டிங் இயந்திரம்இன் பிளேடு கேரேஜ் பிளேடு அச்சுக்கு இணையாக உள்ளது மற்றும் ரோட்டரி பிளேட்டின் ரேடியல் ரன்அவுட் "அரட்டை" மதிப்பெண்கள் மற்றும் நிலையற்ற விளிம்பு தரத்தைத் தவிர்க்க குறைக்கப்படுகிறது.
 |
 |
தரப்படுத்தப்பட்ட பொருள் கையாளுதல் பொருள் தூண்டப்பட்ட சகிப்புத்தன்மை மாறுபாடுகளைத் தடுக்கலாம். நான்கு முக்கிய பகுதிகளில் கவனம் செலுத்துங்கள்:
-கூட்டு ஒருமைப்பாடு: கருவி நெரிசல், பதற்றம் ஏற்ற இறக்கங்கள் மற்றும் வெட்டு விளிம்பில் சேதத்தை ஏற்படுத்தும் மூட்டு தோல்வி அல்லது அதிகப்படியான தடிமன் ஆகியவற்றைத் தவிர்க்க வலுவான, ஒரே மாதிரியான தடிமனான மூட்டுகளைப் பயன்படுத்தவும்.
-எட்ஜ் வழிகாட்டுதல்: இணையம் பிளவுபடும் பகுதியில் மையமாக இருப்பதை உறுதிசெய்ய செயலில் உள்ள வலை வழிகாட்டிகள் பயன்படுத்தப்படுகின்றன, இதன் விளைவாக சீரற்ற அகலம் மற்றும் மோசமான வெளிப்புற துண்டு விளிம்பு தரம் ஆகியவை இணைய விலகலைத் தடுக்கின்றன.
-ரோல் கையாளுதல்: ரோல்களை ஏற்றுவதற்கும் இறக்குவதற்கும் கிரேன்கள் மற்றும் தண்டு ஏற்றிகளைப் பயன்படுத்தவும். மையத்தை சேதப்படுத்தும் மற்றும் அதன் செறிவை பாதிக்கும் தாக்கங்கள் அல்லது சொட்டுகளைத் தவிர்க்கவும்எஃகு துண்டு பிளவு கோடுநிறுவல். விளிம்பு சேதம் மற்றும் சிதைவைத் தடுக்க முடிக்கப்பட்ட ரோல்களை கவனமாகக் கையாளவும்.
குப்பைகள் மேலாண்மை: பிளவுபடும் பகுதியை சுத்தமாக வைத்திருங்கள் மற்றும் குப்பைகளை உடனுக்குடன் அகற்றி, அது வலையைத் திசைதிருப்பாமல், கட்டரில் குறுக்கிடுவதைத் தடுக்கவும், அல்லது ரோலில் தங்கி, தரம் மற்றும் சகிப்புத்தன்மையை பாதிக்கிறது.
பராமரிப்பு நிலையானதுஎஃகு துண்டு பிளவு கோடுஐந்து முக்கிய பகுதிகளில் கவனம் செலுத்துவதன் மூலம் செயல்பாடு மற்றும் சகிப்புத்தன்மை துல்லியம்:
-தடுப்பு பராமரிப்பு: உற்பத்தியாளரின் அட்டவணையின்படி கூறு சீரமைப்பு, தாங்கு உருளைகள், பெல்ட் பதற்றம், கியர் உடைகள் மற்றும் நியூமேடிக்/ஹைட்ராலிக் அமைப்புகளை சரிபார்த்து, சாத்தியமான சிக்கல்களை உடனடியாக தீர்க்கவும்.
-உயவு மேலாண்மை: கூறு தேய்மானம் மற்றும் அதிர்வுகளை ஏற்படுத்தக்கூடிய அதிகப்படியான உயவு (மோசமான வெப்பச் சிதறல்) அல்லது குறைந்த உயவு (அதிக உராய்வு) ஆகியவற்றைத் தவிர்க்க, குறிப்பிட்ட நேரம், அளவு மற்றும் வகைக்கு ஏற்ப உயவூட்டவும்.
-கூறு உடைகள் ஆய்வு: தாங்கு உருளைகள், தண்டுகள் மற்றும் கியர்கள் போன்ற முக்கிய கூறுகளை தவறாமல் பரிசோதிக்கவும், அதிர்வு, சறுக்கல் மற்றும் தவறான சீரமைப்பு ஆகியவை சகிப்புத்தன்மையை பாதிக்காமல் தடுக்க, கடுமையாக அணிந்திருக்கும் கூறுகளை உடனடியாக மாற்றவும்.
-அளவுத்திருத்தம் மற்றும் பராமரிப்பு: அளவீடு செய்யப்படாத கருவிகளால் ஏற்படும் அளவீட்டுப் பிழைகளைத் தடுக்க பதற்றம் உணரிகள், சுமை செல்கள் மற்றும் டிஜிட்டல் பொசிஷனிங் அமைப்புகளைத் தொடர்ந்து அளவீடு செய்யுங்கள், இது அளவுரு அமைப்புகளைப் பாதிக்கலாம்.
-சுத்தம் செய்தல்: தூசி, கிரீஸ் மற்றும் குப்பைகளிலிருந்து ஸ்டீல் ஸ்ட்ரிப் ஸ்லிட்டிங் இயந்திரத்தை சுத்தம் செய்யவும், குறிப்பாக தாங்கு உருளைகள், வழிகாட்டி தண்டவாளங்கள் மற்றும் சென்சார்கள் ஆகியவற்றைச் சுற்றிலும், சீரான செயல்பாட்டை உறுதி செய்யவும், சிக்கலைக் கண்டறிவதை எளிதாக்கவும்.