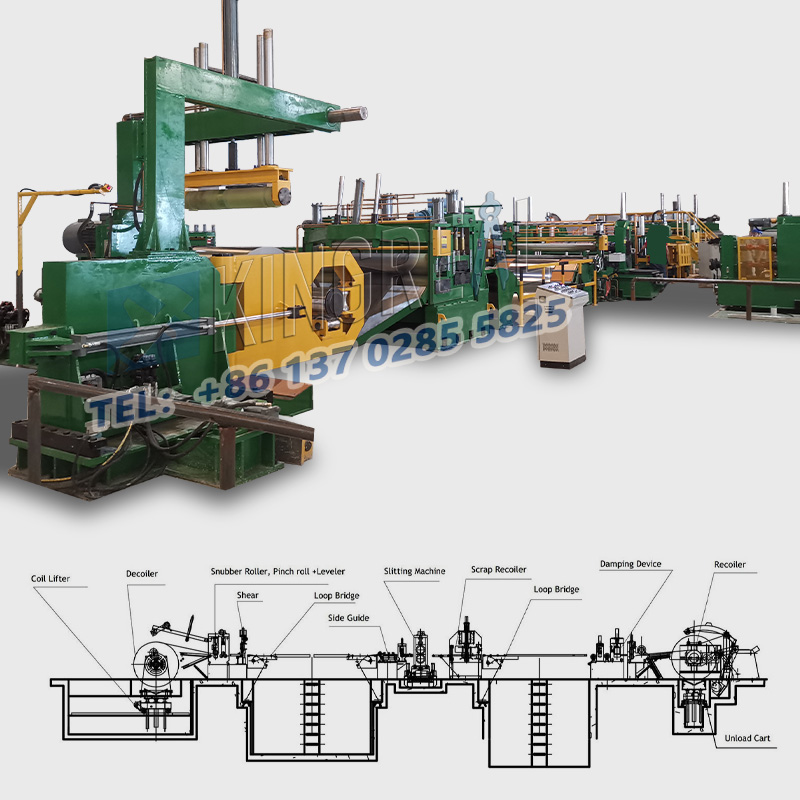
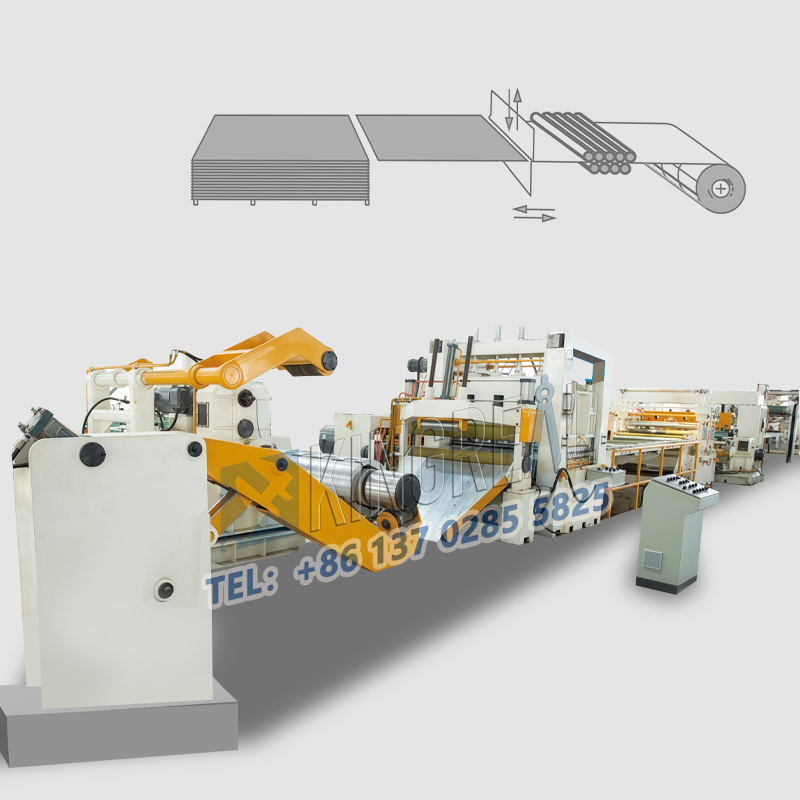
எஃகு சுருள் பிளவு கோடுகள்அதிக துல்லியம் மற்றும் பர்ர்கள் இல்லாத குறுகிய கீற்றுகளை உருவாக்க, பொருள்களின் பரந்த ரோல்களை அவிழ்த்தல், பிளவுபடுத்துதல் மற்றும் ரீவைண்டிங் போன்ற செயல்பாடுகளைச் செய்யவும். இருப்பினும், எஃகு சுருள் ஸ்லிட்டிங் இயந்திரத்தின் செயல்பாட்டின் போது சில அசாதாரண நிகழ்வுகள் ஏற்படலாம், இதில் அசாதாரண முறுக்கு வடிவம் மற்றும் தாள் உலோக செயலாக்க சிதைவு ஆகியவை அடங்கும். KINGREAL STEEL SLITTER இலிருந்து வரும் இந்தக் கட்டுரையானது, திறமையான செயல்பாட்டை உறுதி செய்வதற்காக எஃகு சுருள் ஸ்லிட்டிங் கோடுகளில் பொதுவான பிரச்சனைகளை எவ்வாறு தீர்ப்பது என்பது பற்றிய விரிவான விளக்கத்தை வழங்கும்.
1. மென்மையான சுருள்
நிகழ்வு: தளர்வு காரணமாக, எஃகு சுருள் ரீவைண்டிங் மெஷின் ஷாஃப்டிலிருந்து எடுக்கப்பட்டவுடன் ஓவல் வடிவ மென்மையான சுருளை உருவாக்குகிறது.
தீர்வு: முறுக்கின் தொடக்கத்தில் போதுமான பதற்றம் இருப்பதை உறுதிசெய்து, சுருள் அளவு வளரும்போது அழுத்தத்தை மெதுவாகக் குறைக்கவும். சரியான பதற்றம் சரிசெய்தல் மென்மையான சுருள்கள் ஏற்படுவதை திறம்பட தடுக்கலாம்.
2. சீரற்ற முறுக்கு
-நிகழ்வு: எஃகு சுருள் தவறான முறுக்கினால் ஏற்படும் தொலைநோக்கி வடிவத்தைக் காட்டுகிறது.
- காரணங்கள் மற்றும் தீர்வுகள்:
A. போதிய பதற்றம்: ஆரம்ப பதற்றம் குறைவாக இருந்தால், முடிக்கும் போது தவறான சீரமைப்புகள் ஏற்படும். முறுக்குடன் தொடங்கி, பதற்றத்தை உயர்த்த அறிவுறுத்தப்படுகிறது; சுருள் அளவு வளரும்போது அதை படிப்படியாக குறைக்கவும்.
பி. சமநிலையற்ற பதற்றம்: மோசமான வெட்டுக் கோணம் அல்லது வழிகாட்டி தவறான சீரமைப்பு ஒவ்வொரு பக்கத்திலும் ஒழுங்கற்ற நீளத்தை உருவாக்கலாம். டென்ஷன் மாறுபாடுகளின் சாத்தியத்தை குறைக்க உதவும் வகையில் ரிவைண்டிங் இயந்திரம் சரியாக சீரமைக்கப்பட்டுள்ளதா என்பதை உறுதிப்படுத்தவும்; அதன் அமைப்புகளை சரிபார்க்கவும்.
சி. மோசமான உள் கிளம்ப நிச்சயதார்த்த நிலை: சீரற்ற ஈடுபாடு பதட்ட மாற்றங்களை ஏற்படுத்துகிறது; நிலைத்தன்மையை உறுதிப்படுத்த பிரிப்பான் நிலையை மறுசீரமைக்க வேண்டும்.
D. லூப்பில் இடது மற்றும் வலதுபுறமாக ஸ்விங் செய்யும் ஸ்டீல் ஸ்ட்ரிப்: கீழே அழுத்துவது போன்ற மென்மையான பொருட்களைப் பயன்படுத்துவது, ஊசலாடுவதைத் தடுக்கலாம்.
E. உற்பத்தி வரி நிறுத்தம்: ஒரு நிறுத்தத்திற்குப் பிறகு மறுதொடக்கம் செய்யும் போது, நிலையான முறுக்கு அழுத்தத்தை பராமரிக்க பதற்றம் மீட்புக்கு கவனம் செலுத்தப்பட வேண்டும்.
எஃப். தவறான பிரிப்பான் அகல அமைப்பு: பிரிப்பான் அகலம், பொதுவாக முடிக்கப்பட்ட தயாரிப்பு அகலம் மற்றும் தட்டு தடிமன் ஆகியவை சரியாக அமைக்கப்பட்டிருப்பதை உறுதி செய்யவும்.
3. உள் விட்டம் வளைவு
நிகழ்வு: முறுக்கு செயல்பாட்டின் போது, எஃகு சுருள் ரீவைண்டிங் இயந்திரத்தில் இருந்து அகற்றப்படும் போது திடீரென உள் விட்டம் கொண்ட வளைவை வெளிப்படுத்துகிறது.
-காரணம்: இது பொதுவாக அதிகப்படியான முறுக்கு பதற்றத்துடன் தொடர்புடையது, குறிப்பாக தடிமனான தட்டுகளை செயலாக்கும்போது.
-தீர்வு: அழுத்தத்தைச் சரிசெய்து, உள் விட்டம் வளைவதைத் தவிர்க்க சமமான பதற்றத்தை உறுதிப்படுத்தவும்.
1. பாம்பு போன்ற வளைவு (அரிவாள் வளைவு)
-நிகழ்வு: வெட்டுதல் எஃகு சுருளை அகல திசையில் வளைக்கச் செய்கிறது.
- காரணங்கள் மற்றும் எதிர் நடவடிக்கைகள்:
A. மூலப்பொருள் பிரச்சனைகள்: பெற்றோர் சுருளில் எஞ்சியிருக்கும் அழுத்தம் வெட்டப்பட்ட பிறகு வெளியிடப்படுகிறது. பொருள் செயலாக்கத்தின் போது மன அழுத்த நிவாரண சிகிச்சை செய்ய பரிந்துரைக்கப்படுகிறது.
B. பர் பிரச்சனைகள்: பர்ஸ்கள் சமமற்ற விளிம்பு தடிமனை ஏற்படுத்துகின்றன. பர்ர்களைத் தவிர்க்க செயலாக்கத்தின் போது கூர்மையான கருவிகளைப் பராமரிக்கவும்.
C. சீரற்ற பிளேடு இடைவெளி: குறிப்பிட்ட பகுதிகளில் அதிகப்படியான பெரிய அல்லது சிறிய இடைவெளிகளால் ஏற்படும் நீட்சி வேறுபாடுகளைத் தவிர்க்க ஒரே மாதிரியான பிளேடு இடைவெளியை உறுதி செய்யவும்.
D. ரீகோயிலரின் ஒற்றை-பக்க பதற்றம்: சீரான ஒட்டுமொத்த பதற்றத்தை பராமரிக்கவும், மற்றும் நிலைத்தன்மையை உறுதிப்படுத்த பிரிப்பான்கள் மற்றும் பதற்றம் தட்டுகளை சரிசெய்யவும்.
E. அதிக இறுக்கமான பக்க வழிகாட்டிகள்: அதிகப்படியான இறுக்கத்தைத் தவிர்க்க, பிளவுபடுத்தும் போது பக்க வழிகாட்டிகளை சரியான முறையில் சரிசெய்யவும்.
2. விளிம்பு அலைகள்
-நிகழ்வு: எஃகு துண்டுகளின் விளிம்புகள் நீட்சி காரணமாக சிதைந்துவிடும்.
- காரணங்கள் மற்றும் எதிர் நடவடிக்கைகள்:
A. பர்ர்களால் ஏற்படும் விளிம்பு அலைகள்: பர் கண்காணிப்பை வலுப்படுத்தி உடனடியாக அவற்றைக் கையாளவும்.
பி. அளவிடும் உருளையில் இருந்து அதிக அழுத்தம்: அதிகமாக நீட்டுவதைத் தடுக்க உருளை அழுத்த அளவுருக்களை சரிசெய்யவும்.
C. வெட்டுக் கருவிகளின் பக்க உடைகள்: வெட்டுத் தரத்திற்கு உத்தரவாதம் அளிக்க, வெட்டுக் கருவியின் நிலையை அடிக்கடி சரிபார்க்கவும்.
D. பக்க வழிகாட்டிகளில் உயர வேறுபாடு: சீரான தன்மையை உறுதிப்படுத்த, வெட்டுக் கருவிகளின் உயரத்தை தவறாமல் சரிபார்க்கவும்.
ஈ. மறுசுழற்சிக்கு முன் விலகல் உருளையின் அணிய: சீரான பதற்றத்தை உறுதி செய்வதற்காக முன் உருளையின் உடைகளை வழக்கமாக அளவிடவும்.
3. இடுப்பு மடிப்புகள்
நிகழ்வு: எஃகு தகட்டின் அகலத் திசையில் மடிப்புகளின் மூலம் தோன்றும்.
- காரணங்கள் மற்றும் எதிர் நடவடிக்கைகள்:
A. கீறல் கத்தியால் ஏற்படும் மடிப்புகள்: வெட்டுக் கருவிகளால் பிடிபடாமல் இருக்க ரப்பர் வளையங்களின் அளவைச் சரிசெய்யவும்.
பி. மூலப்பொருள் வடிவ சிக்கல்கள்: மூன்று-ரோல் லெவலிங் இயந்திரத்தைப் பயன்படுத்தவும் மற்றும் வெட்டு படிக்கு முன் தர சோதனைகளை செய்யவும்.
சி. விரிவடையும் மற்றும் சுருங்கும் டிரம்மில் உள்ள சிக்கல்கள்: சீரற்ற தன்மையைத் தவிர்ப்பதற்காக விரிவடையும் மற்றும் சுருங்கும் செயல்முறையின் போது எஃகு துண்டுக்கும் டிரம்மிற்கும் இடையே நல்ல தொடர்பை உறுதிப்படுத்தவும்.
4. முறுக்கு மதிப்பெண்கள்
-நிகழ்வு: ரீகோயிலரின் விரிவடைந்து சுருங்கும் டிரம்மின் மேற்பரப்பின் சீரற்ற தன்மை முறுக்கு தரத்தை பாதிக்கிறது.
எதிர்நடவடிக்கைகள்: விரிவடைந்து சுருங்கும் டிரம்மின் மேற்பரப்பைத் தொடர்ந்து ஆய்வு செய்து, அதை உடனடியாக மறுசீரமைக்கவும் அல்லது மாற்றவும்.
5. சுருக்கங்கள்
-நிகழ்வு: எஃகு தகட்டின் மேற்பரப்பில் சுருக்கங்கள் தோன்றும்.
- காரணங்கள் மற்றும் தீர்வுகள்:
A. லைனர் காகித சிக்கல்கள்: லைனர் பேப்பரின் தரத்தை உறுதிசெய்து, ஒன்றுடன் ஒன்று மற்றும் சுருக்கங்களைத் தவிர்க்கவும்.
B. ரப்பர் வளைய சிக்கல்கள்: ரப்பர் வளையங்கள் தளர்வாக இல்லை என்பதை உறுதி செய்ய, அவற்றின் நிலையைத் தொடர்ந்து ஆய்வு செய்யவும்.
C. தவறான பதற்றம் சரிசெய்தல்: சுருக்கங்களைத் தடுக்க டென்ஷன் பிளேட்டின் சரிசெய்தலை வலுப்படுத்தவும்.
சரிசெய்தல் போதுஎஃகு சுருள் பிளவு கோடுசெயலிழப்புகள், முறையான அணுகுமுறையை பின்பற்ற வேண்டும். பின்வரும் படிகள் பொதுவாக பின்பற்றப்படலாம்:
-தரவு பதிவு: செயலிழப்பு ஏற்படும் போது இயக்க சூழல், நேரம் மற்றும் அளவுருக்களை அமைக்கவும்.
-ஆன்-சைட் ஆய்வு: எஃகு சுருள் ஸ்லிட்டிங் இயந்திரத்தின் வேலை நிலையை கண்காணிக்க ஒரு காட்சி ஆய்வு நடத்தவும்.
-ஆபரேட்டருடன் தொடர்பு கொள்ளுங்கள்: செயலிழப்பு ஏற்படுவதற்கு முன், இயக்க படிகளைப் பற்றி ஆபரேட்டரிடம் கேளுங்கள்.
-படி-படி-படி சரிசெய்தல்: மேலே உள்ள பிழை வகைப்பாட்டின் படி சாத்தியமான சிக்கல்களை ஒவ்வொன்றாக சரிபார்க்கவும்.
கருவி பயன்பாடு: அளவீடு மற்றும் சரிசெய்தலுக்கு தேவையான கருவிகள் மற்றும் கருவிகளைப் பயன்படுத்தவும்.
KINGREAL STEEL SLITTER இந்த கட்டுரையின் மூலம், செயல்பாட்டில் உள்ள பல்வேறு சிக்கல்களை நீங்கள் திறம்பட சமாளிக்க முடியும் என்று நம்புகிறது.எஃகு சுருள் பிளவு கோடுமற்றும் நிலையான மற்றும் தொடர்ச்சியான உற்பத்தியை உறுதி செய்கிறது. வழக்கமான பராமரிப்பு மற்றும் தொழில்முறை பயிற்சி ஆகியவை செயலிழப்புகளைத் தடுக்க முக்கியமான நடவடிக்கைகளாகும்.