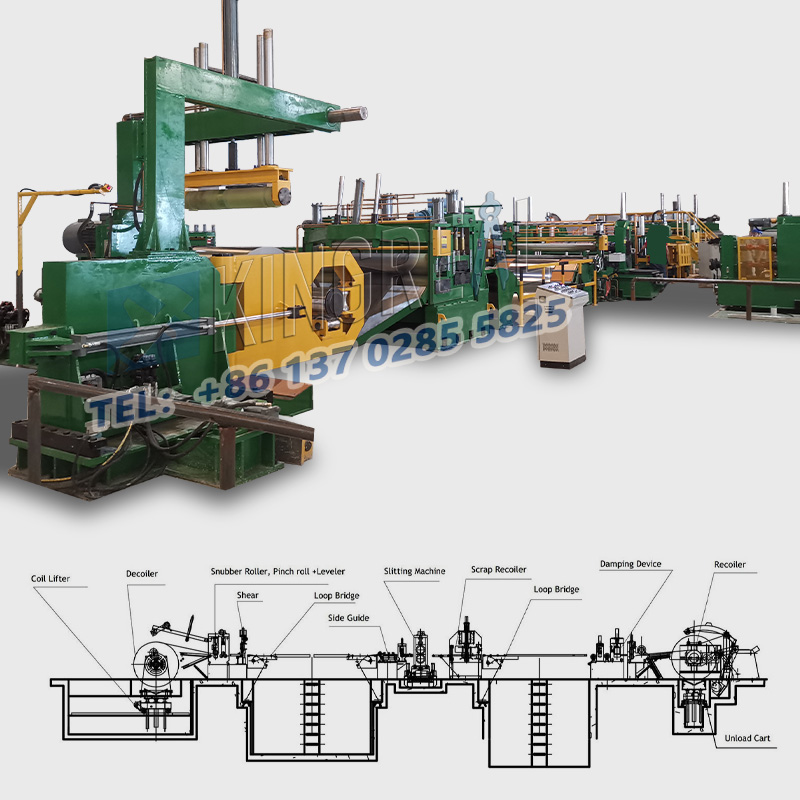
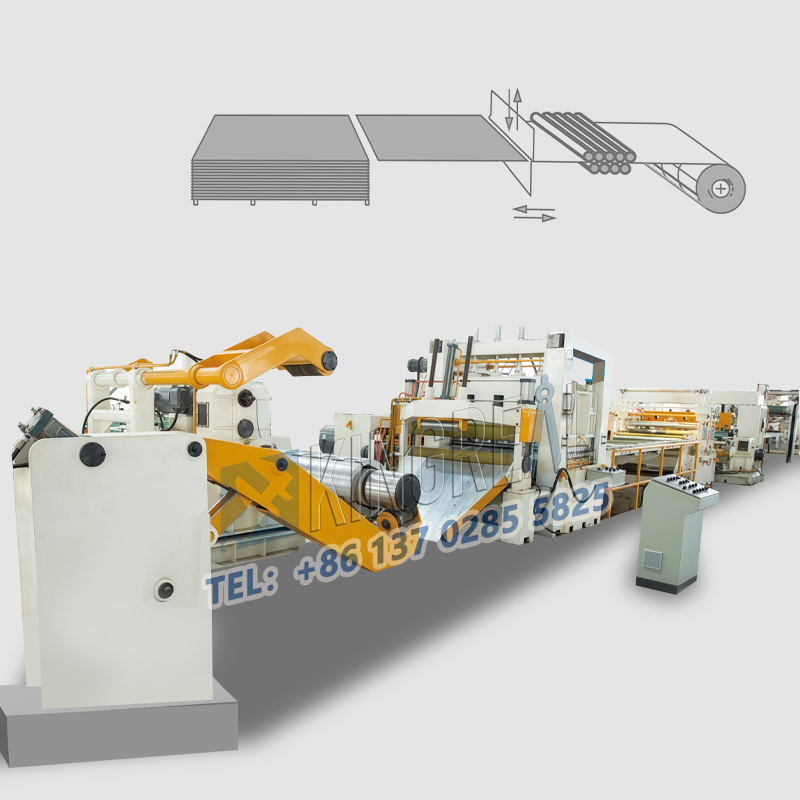
உலோக ஸ்லிட்டிங் இயந்திரங்கள்are widely used in the metal processing industry, primarily for cutting large rolls of metal material into several narrow strips. இருப்பினும், உண்மையான செயல்பாட்டின் போது, உலோக பிளவு கோடுகள் பல்வேறு அசாதாரணங்களை அனுபவிக்கலாம், இது குறைக்கப்பட்ட செயலாக்க திறன் அல்லது பொருள் கழிவுகளுக்கு வழிவகுக்கும். KINGREAL STEEL SLITTER இன் இந்தக் கட்டுரையானது உலோகத் துண்டிக்கும் இயந்திரங்களில் உள்ள பல பொதுவான செயல்பாட்டுச் சிக்கல்களைத் தீர்க்கும் மற்றும் பயனர்கள் தங்கள் உலோகப் பிளவுக் கோடுகளை சிறப்பாகப் பயன்படுத்த உதவும் வகையில் அதற்கான தீர்வுகளை வழங்கும்.
1.1 சுருள் சுருக்கம்
பிளவுபட்ட பிறகு, உருளையில் இருந்து எஃகு சுருள் அகற்றப்படும் போது, அது அடிக்கடி சரிந்து ஓவல் வடிவமாக மாறும். இந்த நிகழ்வுக்கான முக்கிய காரணம் முறுக்கு செயல்பாட்டின் போது போதுமான பதற்றம் அல்லது எஃகு துண்டு மேற்பரப்பில் துரு-தடுப்பு எண்ணெய் இருப்பது, அடுக்குகளுக்கு இடையில் போதுமான உராய்வைத் தடுக்கிறது. இந்த சிக்கலை தீர்க்க, பின்வரும் நடவடிக்கைகள் எடுக்கப்படலாம்:
1.1.1 சுருள் சிதைவைத் தடுக்க முறுக்கு செயல்பாட்டின் போது போதுமான பதற்றம் பயன்படுத்தப்படுவதை உறுதி செய்யவும்.
1.1.2 எஃகு துண்டு மேற்பரப்பை சுத்தமாகவும், எண்ணெய் இல்லாததாகவும் இருப்பதை உறுதிசெய்ய தொடர்ந்து ஆய்வு செய்யுங்கள், இதனால் அடுக்குகளுக்கு இடையே நல்ல உராய்வு உறுதி செய்யப்படுகிறது.
1.2 சீரற்ற எஃகு சுருள் விளிம்புகள்
சீரற்ற எஃகு சுருள் விளிம்புகள் முக்கியமாக பின்வரும் காரணிகளால் ஏற்படுகின்றன:
1.2.1 மோசமான பதற்றம்: முறுக்கின் தொடக்கத்தில் பலவீனமான பதற்றம் மற்றும் முறுக்கு முடிவில் வலுவான பதற்றம் சீரற்ற முறுக்குக்கு வழிவகுக்கிறது. இதைத் தவிர்க்க, முறுக்கு ஆரம்பத்தில் பதற்றத்தை அதிகரிக்க வேண்டும் மற்றும் இறுதியில் குறைக்க வேண்டும்.
1.2.2 சீரற்ற பதற்றம் விநியோகம்: எஃகு துண்டுகள் முன்னணி விளிம்பில் நேராக வெட்டப்படாவிட்டால், அல்லது வெட்டும் போது கவ்விகள் எஃகு துண்டுகளின் முன்னணி விளிம்பில் கடித்தால், அது சீரற்ற பதற்றம் விநியோகத்திற்கு வழிவகுக்கும். செயல்பாட்டிற்கு முன், சீரான பதற்றத்தை உறுதி செய்வதற்காக ஸ்லிட்டிங் ஸ்ட்ரிப் ரீலின் மேற்பரப்பில் இறுக்கமாக இணைக்கப்பட்டுள்ளதா என்பதை உறுதிப்படுத்தவும்.
1.2.3 லூப் பிட்டில் ஊசலாட்டம்: லூப் பிட்டில் எஃகு துண்டு பக்கத்திலிருந்து பக்கமாக ஊசலாடுகிறது மற்றும் சிறிய வழிகாட்டி உருளைகள் சரியாக சரி செய்யப்படாவிட்டால், அது டென்ஷன் பிளேட் கோணத்தில் மாற்றங்களை ஏற்படுத்தலாம், இதன் விளைவாக சீரற்ற முறுக்கு ஏற்படலாம். ஊசலாட்டத்தை குறைக்க, எஃகு துண்டு மேற்பரப்பை தொடர்பு கொள்ள லூப் குழிக்குப் பிறகு ஒரு கம்பளம் அல்லது உணர்ந்தேன், சிறிய வழிகாட்டி உருளைகள் சரி செய்யப்பட வேண்டும்.
1.2.4 Burr Generation: For narrow steel strips, large burrs or inconsistent burrs on both sides during cutting may lead to uneven winding. லூப் பிட்டில் மேல்நோக்கி எதிர்கொள்ளும் எஃகு துண்டுகளை புரட்ட பரிந்துரைக்கப்படுகிறது, இதனால் பர்ர்கள் கீழ்நோக்கி எதிர்கொள்ளும், இந்த சிக்கலை திறம்பட தடுக்கிறது.
After slitting, the steel strip may exhibit deformation such as lateral bending. காரணங்கள் மிகவும் சிக்கலானவை:
2.1 சீரற்ற வெட்டு இடைவெளி:
அன்று ஒருஉலோக பிளவு இயந்திரம், கட்டர் ஷாஃப்ட் தோளில் உள்ள துல்லியமற்ற குறிப்பு புள்ளிகள், கட்டர் ஷாஃப்ட் தாங்கியின் அதிகப்படியான அச்சு அனுமதி, அல்லது ஸ்பேசர் அல்லது அதன் தடிமன் ஆகியவற்றில் உள்ள பிழைகள் அனைத்தும் சீரற்ற வெட்டு இடைவெளிகளுக்கு வழிவகுக்கும், இது சிதைவை ஏற்படுத்தும். அதன் இயல்பான செயல்பாட்டை உறுதி செய்வதற்காக உலோக பிளவுக் கோட்டைத் தொடர்ந்து ஆய்வு செய்து அளவீடு செய்வது இந்தச் சூழலைத் திறம்படத் தடுக்கும்.
2.2 பொருள் தடிமன் மாறுபாடு:
பரந்த பொருளின் நடுத்தர மற்றும் விளிம்பு பகுதிகளுக்கு இடையிலான தடிமன் வேறுபாடு ஒரு பொதுவான பிரச்சனையாகும், குறிப்பாக உருட்டப்பட்ட பொருட்களில். உலோக பிளவு வரி துல்லியம் மற்றும் சரிசெய்தல் நுட்பங்களில் உள்ள வேறுபாடுகள் காரணமாக, வெவ்வேறு உற்பத்தியாளர்களிடமிருந்து பொருட்களின் தடிமன் மாறுபாடுகளும் வேறுபடுகின்றன. செயலாக்கத்திற்கு முன் தடிமன் சோதனை செய்து உண்மையான தடிமன் வேறுபாட்டின் படி சரிசெய்ய பரிந்துரைக்கப்படுகிறது.
2.3 அடிப்படைப் பொருள் வளைத்தல்:
உருட்டலின் போது அடிப்படை பொருளில் உருவாகும் உள் அழுத்தம் சாத்தியமான எஞ்சிய அழுத்தம் என்று அழைக்கப்படுகிறது. நீளமான பிளவுக்குப் பிறகு அழுத்த சமநிலை இழப்பு எஃகு துண்டு வளைவுக்கு வழிவகுக்கும். எனவே, உயர்தர மூலப்பொருட்களைத் தேர்ந்தெடுப்பது மற்றும் உருட்டல் செயல்முறையை மேம்படுத்துவது முக்கியமான தீர்வுகள்.
2.4 சீரற்ற பர்ஸ் அல்லது விளிம்புகள்:
சுருள் செய்யும் போது பெரிய பர்ர்களுடன் பக்கத்தில் தட்டு தடிமன் அதிகமாக இருந்தால், அது ஒரு பெரிய சுருள் விட்டத்திற்கு வழிவகுக்கும் மற்றும் ஒரு எக்காளம் வடிவ வளைவை உருவாக்கும். இதை நிவர்த்தி செய்ய, பொருத்தமான தடிமன் கொண்ட காகிதத்தை மறுபுறத்தில் செருகலாம் அல்லது ஒரு பிளவு செயல்முறையை ஏற்றுக்கொள்ளலாம்.
2.5 பட்டையின் அலை அலையான விளிம்புகள்:
சுருள் செயல்பாட்டின் போது, பர்ர்களின் இருப்பு எஃகு துண்டுகளின் விளிம்பில் தடிமன் அதிகரிக்க வழிவகுக்கும், இதன் விளைவாக விளிம்பு நீட்சி ஏற்படுகிறது. During the operation of the metal slitting machine, the horizontal clearance needs to be increased to reduce lateral pressure. In addition, using blades suitable for the material being cut and reducing blade wear also helps to solve this problem.
3.1 கத்திகளால் பிடிபட்டது
ஒரு குறுகிய எஃகுப் பட்டையை கிழிக்கும் போது, விரல் வடிவ பிரஷர் பிளேட் இரண்டு வெளிப்புற கத்திகளுக்கு இடையே உள்ள இடைவெளியை முழுமையாக நிரப்பவில்லை என்றால், எஃகு துண்டு இரண்டு வெளிப்புற கத்திகளால் பிடிக்கப்படலாம், இதன் விளைவாக மடிப்புகள் ஏற்படும். இந்தச் சிக்கலைத் தடுப்பதற்கான ஒரு பயனுள்ள உத்தி, வெளிப்புற கத்திகளுக்கு இடையே உள்ள இடைவெளியை ஒரு தட்டையான அழுத்தத் தகடு மூலம் நிரப்புவதும், உராய்வுகளைக் குறைப்பதற்காக பிளேடுகளில் மண்ணெண்ணெய் தொடர்ந்து பயன்படுத்தப்படுவதை உறுதி செய்வதும் ஆகும்.
3.2 முறுக்கு டிரம் தாடைகளில் மடிப்பு
மெட்டல் ஸ்லிட்டிங் மெஷின்களில், முதல் முறுக்கு பாஸின் போது எஃகு துண்டு முறுக்கு டிரம்மிற்கு எதிராக இறுக்கமாக பொருந்தவில்லை என்றால், அடுத்தடுத்த முறுக்குகளின் போது மடிப்புகள் ஏற்படலாம். இதைத் தவிர்க்க, முறுக்கு டிரம் தாடைகளை தவறாமல் சரிபார்க்க வேண்டும், மேலும் முறுக்கு ஆரம்பத்தில் எஃகு துண்டு பாதுகாப்பாகவும் இறுக்கமாகவும் டிரம்முடன் இணைக்கப்பட்டுள்ளதா என்பதை உறுதிப்படுத்த வேண்டும்.
4.1 பிரஷர் பிளேட்களால் ஏற்படும் பிளேட் மார்க்ஸ்
பிரஷர் பிளேட்டின் உயரம் வழிகாட்டி தட்டுக்கு முரணாக இருந்தால், அது எஃகு துண்டு மீது அதிக அழுத்தத்தை ஏற்படுத்தலாம், இதன் விளைவாக பிளேடு குறிகள் ஏற்படும். எனவே, பிரஷர் பிளேட்டின் உயரத்தை தவறாமல் சரிபார்த்து, வழிகாட்டி தகட்டின் உயரத்துடன் ஒத்துப்போவதை உறுதி செய்ய வேண்டும்.
4.2 பிளேட் பிரஷர் பிளேட்டின் அதிர்வு
பிளேடு பிரஷர் பிளேட் மேலும் கீழும் அதிர்வுறும் போது, அது பிளேடு அடையாளங்களையும் ஏற்படுத்தும். இந்த பிளேடு குறிகள் பொதுவாக இடைவிடாமல் இருக்கும், மேலும் முக்கிய காரணங்களில் சுழல் வளைவு, பிளேடுக்கும் சுழலுக்கும் இடையே அதிகப்படியான இடைவெளி மற்றும் பிளேட்டின் மறுபுறத்தில் உலோகக் குப்பைகள் சின்டரிங் ஆகியவை அடங்கும். சுழல் நிலையை சரிபார்த்து, பிளேடுகளை சுத்தமாக வைத்திருப்பதன் மூலம் பிளேடு குறிகள் ஏற்படுவதை திறம்பட குறைக்கலாம்.
உலோக பிளவு கோடுகள்தினசரி பயன்பாட்டின் போது தவிர்க்க முடியாமல் பல்வேறு பிரச்சனைகளை சந்திக்க நேரிடும், ஆனால் நுணுக்கமான ஆய்வு மற்றும் பராமரிப்பு மூலம் பல பிரச்சனைகளை தவிர்க்கலாம் அல்லது குறைக்கலாம். மெட்டல் ஸ்லிட்டிங் மெஷின்களுக்கான பொதுவான சிக்கல்கள் மற்றும் அவற்றின் தீர்வுகளைப் புரிந்துகொள்வது மற்றும் தேர்ச்சி பெறுவது பயனர்களுக்கு உற்பத்தி செயல்முறைகளை மேம்படுத்தவும், வேலை திறனை மேம்படுத்தவும் உதவும். KINGREAL STEEL SLITTER மேலே உள்ள பரிந்துரைகள் உங்கள் உலோக ஸ்லிட்டிங் லைனைப் பயன்படுத்துவதில் மதிப்புமிக்க குறிப்பை வழங்கும் மற்றும் அதன் தொடர்ச்சியான மற்றும் திறமையான செயல்பாட்டை உறுதி செய்யும் என்று நம்புகிறது. உங்களிடம் ஏதேனும் கேள்விகள் இருந்தால், KINGREAL STEEL SLITTER ஐத் தொடர்பு கொள்ளவும்!