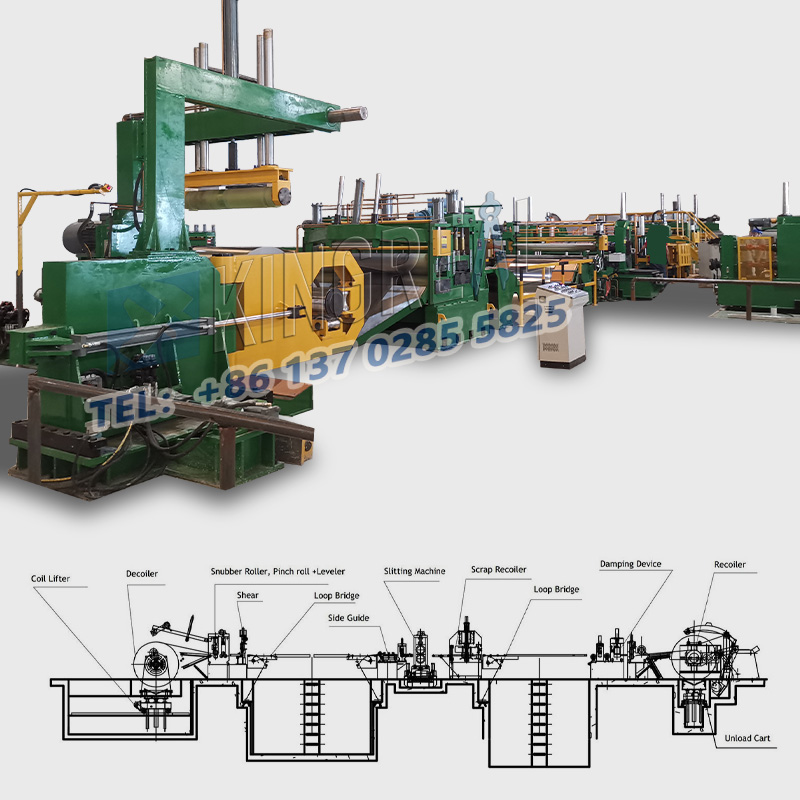
Aமெட்டல் ஸ்லிட்டிங் மெஷின் லைன். தரும் தரம் மற்றும் துல்லியத்தை உறுதிப்படுத்த இது அவசியம். பதற்றம் நிலையம் பொதுவாக உருளைகளின் நிலை மற்றும் பதற்றம் சரிசெய்தல் கைப்பிடியின் சுழற்சியைக் கட்டுப்படுத்துவதன் மூலமோ அல்லது பதற்றம் கட்டுப்படுத்தியில் ஒரு பதற்றம் சாதனம் மூலம் பொருளின் பதற்றத்தை சரிசெய்வதன் மூலமோ அடையப்படுகிறது. சரியான பதற்றம் அமைப்புகள் திறமையான, சீரான மற்றும் உயர்தர உற்பத்தியை அடைய உதவும்.


ஒரு சறுக்கு பதற்றத்தை சரியாக அமைக்க, பொருள் வகை, பொருளின் வேகம் மற்றும் ஸ்லிட்டரின் கட்டமைப்பு போன்ற காரணிகளை நீங்கள் கருத்தில் கொள்ள வேண்டும். வெவ்வேறு வகையான பொருட்களுக்கு வெவ்வேறு பதற்றம் அமைப்புகள் தேவைப்படுகின்றன, அதே நேரத்தில் பொருள் வேகம் மற்றும் ஸ்லிட்டரின் கட்டமைப்பும் பதற்றம் அமைப்புகளையும் பாதிக்கும். மிக அதிகமாக அல்லது மிகக் குறைந்த பதற்றம் உற்பத்தித்திறன் மற்றும் தயாரிப்பு தரத்தை பாதிக்கும், எனவே சிறந்த உற்பத்தி செயல்திறனை அடைய உண்மையான சூழ்நிலைக்கு ஏற்ப அதை சரிசெய்ய வேண்டும்.
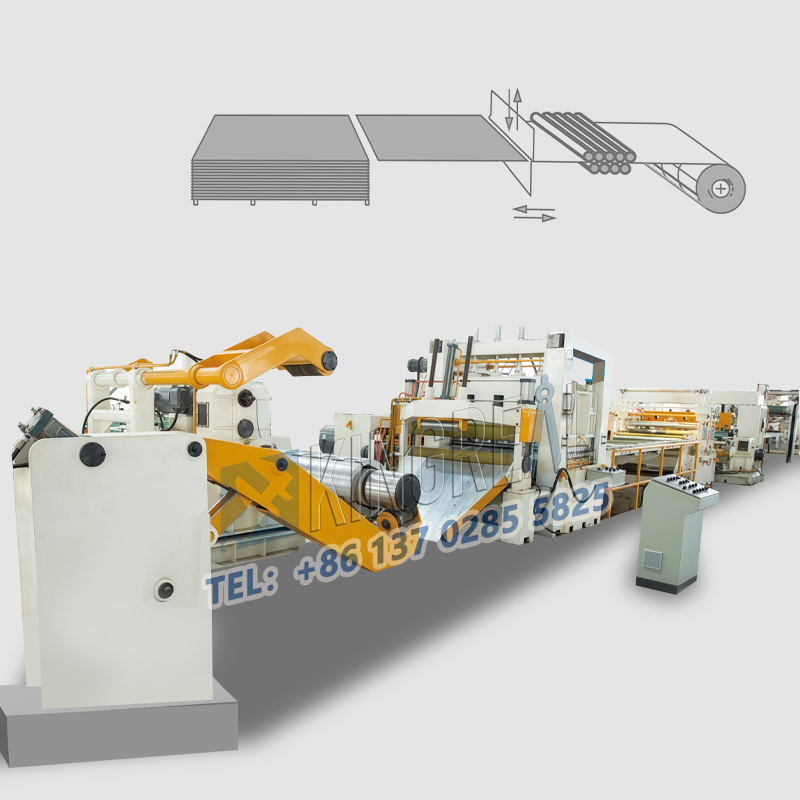
1. இந்த சிக்கல்கள் நேரடியாக ஒழுங்கற்ற முறுக்கு வழிவகுக்கும், இதன் விளைவாக அலை அலையான விளிம்புகள், திசைதிருப்பப்பட்ட விளிம்புகள் மற்றும் பல;
2. அதிகப்படியான முறுக்கு பதற்றம்: முடிக்கப்பட்ட தயாரிப்பு வட்டு வடிவம், டிரம் வடிவம் போன்றவற்றுக்கு நேரடியாக வழிவகுக்கும்;
3. உபகரணங்கள் இயந்திர செயலிழப்பு: டிரான்ஸ்மிஷன் டிரம் அல்லது வெற்று டிரம் தாங்கி சேதம் போன்றவை, இதன் விளைவாக தண்டு இயக்கம் ஏற்படுகிறது; டிரம் டைனமிக் சமநிலை துல்லியம் மிகக் குறைவு;
4. பதற்றம் அமைப்பு வடிவமைப்பு சிக்கல்: பதற்றம் அமைப்பின் பொருந்தக்கூடிய சிக்கல் பதற்றத்திற்கு வழிவகுக்கும், இதனால் இந்த நிலைமைக்கு வழிவகுக்கும்;
5. முறுக்கு வடிவத்தின் தேர்வு: முறுக்கு பல்வேறு வழிகள் உள்ளன. உற்பத்தியின் வெவ்வேறு பண்புகளின்படி, முறுக்கு, மேற்பரப்பு முறுக்கு, மேற்பரப்பு முறுக்கு, மேற்பரப்பு முறுக்கு, நெகிழ் மற்றும் பிற வடிவங்களின் தேர்வு;
6. ஸ்லிட்டிங் கருவிகளின் தேர்வு: ஸ்கிராப்பர் வெட்டுதல், வெட்டுதல், வெட்டுதல் மற்றும் உருட்டல் ஆகியவற்றின் வெட்டு வடிவங்களும் வெவ்வேறு பொருள் பண்புகளைப் பொறுத்தது. அவை சரியாக தேர்ந்தெடுக்கப்படாவிட்டால் துல்லியத்தை உறுதிப்படுத்த முடியாது;
7. பிற விவரங்கள்: நிலையான மின்சாரம், உபகரணங்கள் செயல்பாடு, மூலப்பொருள் பண்புகள் மற்றும் பிற சிக்கல்களால் ஏற்படுகிறது.
நீங்கள் மேலும் தெரிந்து கொள்ள விரும்பினால் எங்களைத் தொடர்பு கொள்ளுங்கள்!