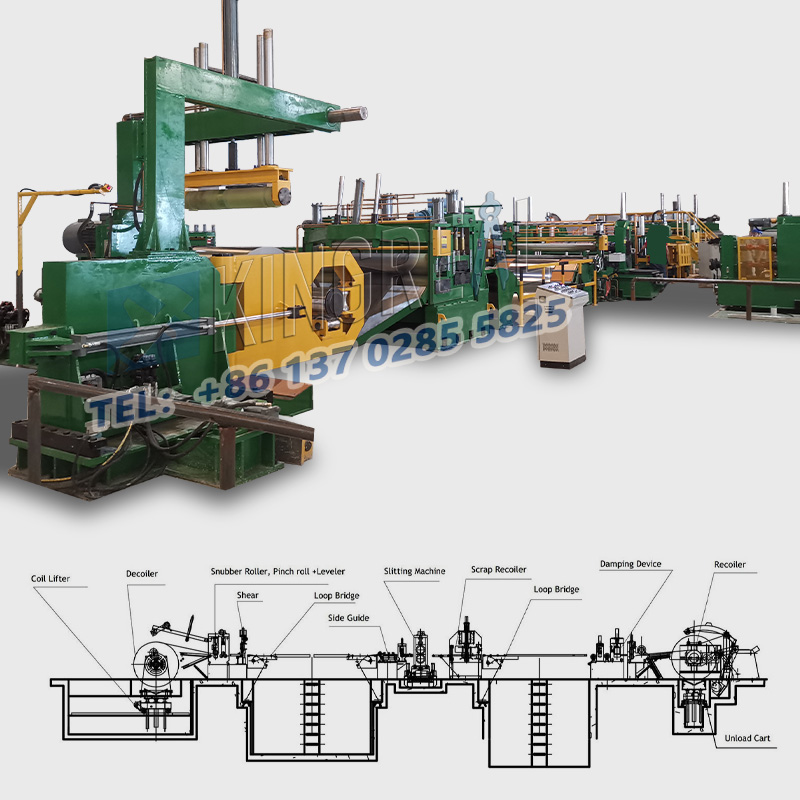
திநீளக் கோட்டிற்கு வெட்டுசுருள் குறுக்குவெட்டிலிருந்து தாள் வரை வெவ்வேறு மூலப்பொருட்கள் மற்றும் தடிமன் கொண்ட உலோகத் தாள்களை வெட்டுவதற்கும், தாள்களை நேராக்குவதற்கும், அவற்றை ஒரு குறிப்பிட்ட நீளத்திற்கு வெட்டுவதற்கும் சிறப்பாக வடிவமைக்கப்பட்டுள்ளது. அடிப்படை செயல்முறையானது பிரித்தெடுத்தல், நேராக்குதல், குறுக்குவெட்டு மற்றும் அடுக்கி வைத்தல் போன்றவற்றை உள்ளடக்கியது. இது ஒரு முழுமையான தானியங்கி வெட்டு-நீளம் உற்பத்தி செயல்முறையை உணர்ந்து, வாடிக்கையாளரின் பரிமாணத் தேவைகளைப் பூர்த்தி செய்யும் தாள் தயாரிப்புகளை உற்பத்தி செய்கிறது மற்றும் இரண்டாம் நிலை செயலாக்கத்தில் பயன்படுத்தப்படுகிறது, இது பரவலாக உள்ளது. வாகன உற்பத்தி, இயந்திர கட்டிடம் மற்றும் உலோக செயலாக்க தொழில்களில் பயன்படுத்தப்படுகிறது.

அசல் பொருளின் வெவ்வேறு தடிமன்கள் மற்றும் வெவ்வேறு மூலப்பொருட்களுக்கு, பின்னர் நீளம் வெட்டப்பட்ட வெட்டு வரி உற்பத்தி செயல்முறையின் முன்னேற்றம் மற்றும் வேகத்தை உறுதி செய்வது எப்படி?
கொள்கை என்னநீளம் இயந்திரம் வெட்டிவெட்டுகிறதா?
முதலில், வெட்டு இயந்திரத்தில் நுழைவதற்கு முன், உலோகச் சுருளின் செயல்முறையின் நோக்கத்தை நீங்கள் புரிந்து கொள்ள வேண்டும்:
1. மெட்டீரியல் ஃபீடிங்: ஃபீடிங் சாதனம் (எ.கா. உருளைகள், கன்வேயர் பெல்ட்கள் போன்றவை) மூலம் உலோகத் தாள் கத்தரிக்குள் செலுத்தப்படுகிறது. ஊட்ட சாதனம், தாள் சீராக மற்றும் தொடர்ச்சியாக வெட்டப்பட்ட பகுதிக்குள் ஊட்டப்படுவதை உறுதி செய்கிறது.
2. நிலைப்படுத்துதல் மற்றும் இறுக்குதல்: வெட்டு துல்லியத்தை உறுதி செய்வதற்காக, உலோகத் தாள் வெட்டுவதற்கு முன் துல்லியமாக நிலைநிறுத்தப்பட வேண்டும். தகட்டின் நிலையைத் தீர்மானிக்க பொசிஷனிங் சாதனங்கள் (பொசிஷனிங் பின்ஸ், ஃபோட்டோ எலக்ட்ரிக் சென்சார்கள் போன்றவை), வெட்டுதல் செயல்பாட்டின் போது அதை நகர்த்துவதைத் தடுக்க தட்டுகளை சரிசெய்ய கிளாம்பிங் சாதனங்கள் (ஹைட்ராலிக் சாதனங்கள் போன்றவை).
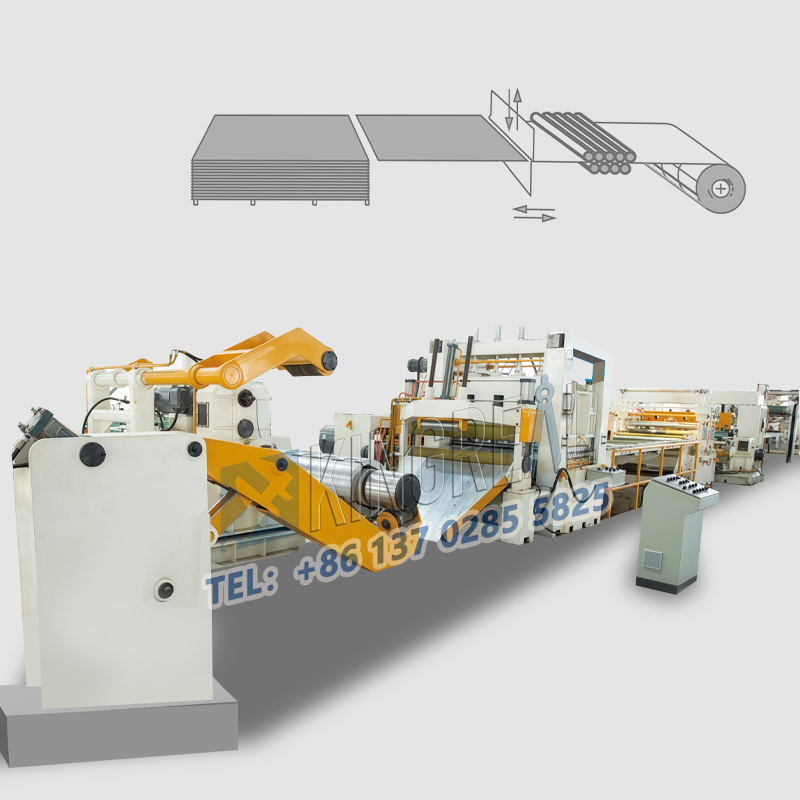
1. துல்லிய சமன்படுத்துதல்: உலோகத் தகடுகள் அல்லது கீற்றுகளை நேராக்குவதில் நிபுணத்துவம் வாய்ந்த ஒரு சாதனம், முக்கியமாக வளைத்தல், சிற்றலைகள் மற்றும் பொருட்களின் உற்பத்தி மற்றும் செயலாக்கத்தின் போது உற்பத்தி செய்யப்படும் பிற சீரற்ற குறைபாடுகளை அகற்ற பயன்படுகிறது, இதனால் பொருட்களின் தட்டையான தன்மை மற்றும் தரத்தை மேம்படுத்துகிறது. பல செட் லெவலிங் உருளைகள் மேலேயும் கீழேயும் அமைக்கப்பட்டிருக்கும். மேல் மற்றும் கீழ் உருளைகளுக்கு இடையில் பொருளை மீண்டும் மீண்டும் வளைக்க இந்த உருளைகள் இயந்திரத்தனமாக அல்லது ஹைட்ராலிக் முறையில் இயக்கப்படுகின்றன.

வெட்டு ஹோஸ்ட் உபகரணங்களின் கொள்கை:
கத்தரிக்கும் இயந்திரத்தின் முக்கிய பகுதி வெட்டுதல் கத்தி ஆகும், இதில் பொதுவாக மேல் கத்தி மற்றும் கீழ் கத்தி ஆகியவை அடங்கும். கத்திகளின் பொருள் பொதுவாக அதிக வலிமை கொண்ட அலாய் ஸ்டீல் ஆகும், அதன் கடினத்தன்மை மற்றும் உடைகள் எதிர்ப்பை உறுதி செய்வதற்கு ஒரு சிறப்பு வெப்ப சிகிச்சை செயல்முறைக்குப் பிறகு.
ஸ்லைடர் இயக்கம்: கத்தரிக்கோல் பொதுவாக இயந்திரத்தனமாக அல்லது ஹைட்ராலிக் மூலம் மேல் கத்தியை செங்குத்து அல்லது மூலைவிட்ட கீழ்நோக்கி நகர்த்தவும், நிலையான கீழ் பிளேடு ஒரு வெட்டு விசையை உருவாக்கவும் இயக்கப்படுகிறது.
வெட்டு விசை நடவடிக்கை: மேல் கத்தி கீழே அழுத்தும் போது, தாள் மேல் மற்றும் கீழ் கத்திகளுக்கு இடையே வெட்டு விசை நடவடிக்கைக்கு உட்பட்டது. வெட்டு விசை பொருளின் வெட்டு வலிமையை மீறும் போது, தட்டு வெட்டுக் கோட்டுடன் உடைந்து, கத்தரியை நிறைவு செய்கிறது.
கழிவுப் பொருள் வெளியேற்றம்: வெட்டுதல் முடிந்த பிறகு, வெட்டப்பட்ட தாள் மற்றும் கழிவுப் பொருள்கள் கன்வேயர் அல்லது கழிவு சரிவு வழியாக வெளியேற்றப்படும்.
இதற்கிடையில், நவீன கத்தரிக்கோல் பொதுவாக கணினி எண் கட்டுப்பாடு (CNC) அமைப்புகளுடன் பொருத்தப்பட்டிருக்கும். உற்பத்தித்திறன் மற்றும் வெட்டுதல் துல்லியத்தை மேம்படுத்தக்கூடிய அதிக அளவு ஆட்டோமேஷனுடன் வெட்டுதல் அளவுருக்களை (எ.கா., வெட்டுதல் நீளம், அளவு போன்றவை) அமைக்க கட்டுப்பாட்டு அமைப்பு திட்டமிடப்பட்டுள்ளது.