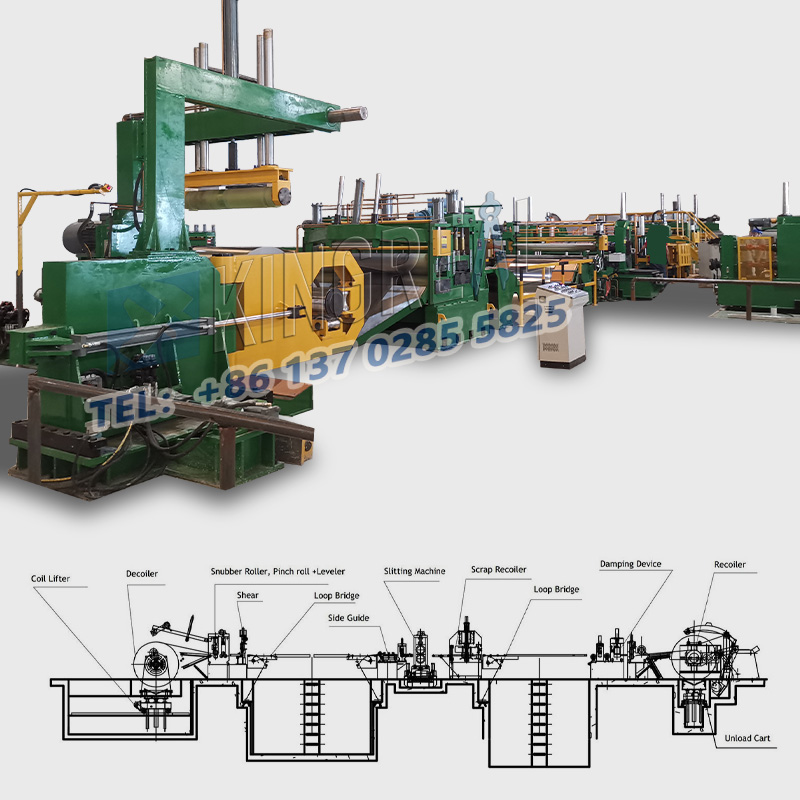
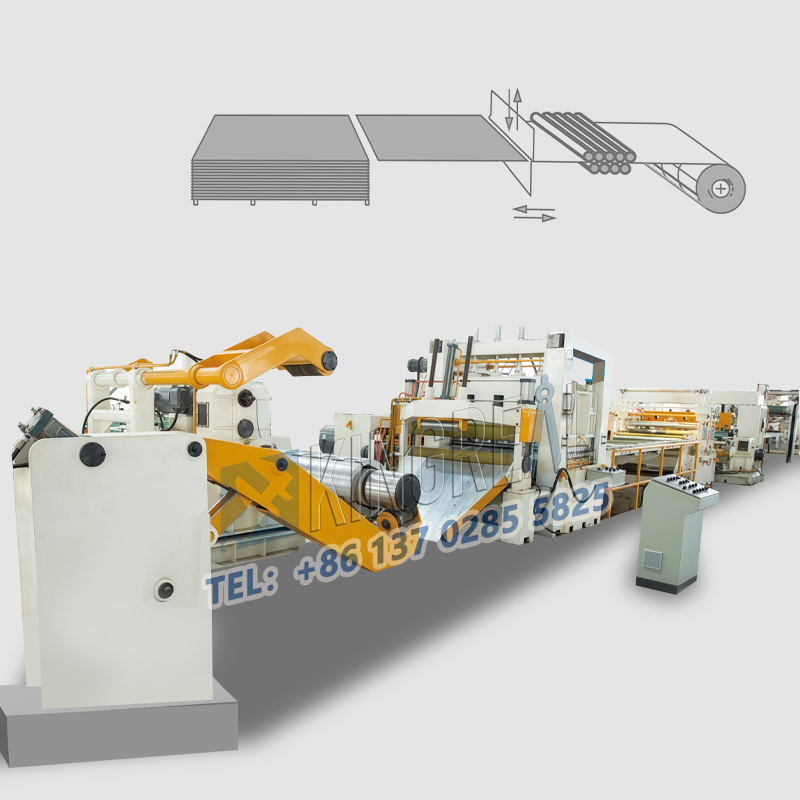
நீளமான வெட்டு சுருள் ஸ்லிட்டிங் இயந்திரம்முக்கியமாக சிலிக்கான் எஃகு தாள், அலுமினியம் சுருள், கால்வனேற்றப்பட்ட சுருள், துருப்பிடிக்காத எஃகு, எளிய கார்பன் எஃகு மற்றும் பிற சுருள்கள் மற்றும் பல சிறிய கீற்றுகளாக பிளவுபடுத்தும் நீளத்துடன் தாள் பொருட்களின் கீற்றுகள் பயன்படுத்தப்படுகிறது. நீளமான கத்தரி உலோகத்தை துண்டிக்கும் இயந்திரம் ஓரளவிற்கு நீளமான கத்தரி, ஸ்லிட்டிங் மெஷின், ரோலிங் ஷீயர், டிஸ்க் ஷியர், ஸ்லிட்டிங் மெஷின் என்றும் அழைக்கப்படுகிறது.

செயல்பாடு விளக்கம்: சிலிக்கான் எஃகு தாள், அலுமினிய சுருள், கால்வனேற்றப்பட்ட சுருள், துருப்பிடிக்காத எஃகு, சாதாரண கார்பன் எஃகு மற்றும் பிற சுருள் தாள்களை நீள திசையில் பல சிறிய கீற்றுகளாக வெட்டுவதற்கு ஸ்லிட்டிங் மற்றும் ஸ்டீல் ஸ்லிட்டிங் இயந்திரம் பயன்படுத்தப்படுகிறது. நீளமான வெட்டு ஸ்லிட்டிங் இயந்திரம் மேல் மற்றும் கீழ் கத்தி தண்டுகள் மற்றும் நிலையான, ஒத்திசைக்கப்பட்ட தூக்கும் அமைப்பு ஆகியவற்றைக் கொண்டுள்ளது. பிளேக் நடிகர்கள், வயதான சிகிச்சை, போரிங் இயந்திரம் துல்லியமான எந்திரம். மேல் மற்றும் கீழ் கட்டர் தண்டுகள் திருப்புதல், உயர் அதிர்வெண் சிகிச்சை, அரைத்தல், குரோம் முலாம் மற்றும் அரைத்தல் போன்ற பல செயல்முறைகள் மூலம் நன்றாக செயலாக்கப்படுகின்றன.
எனவே பிளவு இயந்திரத்தின் செயல்பாட்டின் போது பிளவு அளவை பாதிக்கும் காரணிகள் யாவை?
1. ஸ்லிட்டிங் இயந்திர உபகரணங்களின் செயல்பாட்டு செயல்பாட்டில், கருவியின் குறுக்கு அலைவுகளில் சிக்கல் இருந்தால், அது கருவியின் குறுக்கு அலைவு மற்றும் கருவியின் வெளிப்புற விட்டம் போன்ற மோசமான பரிமாணங்களை உருவாக்க வழிவகுக்கும். அளவு வேறுபட்டது மற்றும் மோசமானது. கருவியின் குறுக்கு அலைவுகளின் மதிப்பு பூஜ்ஜியமாக இருக்க முடியாது. காரணம், கருவியின் தடிமன், உள் விட்டம், ஸ்பேசர் ஸ்லீவ் அகலம் போன்றவற்றின் துல்லியப் பிழை மற்றும் தடிமனான தட்டுகளை வெட்டும்போது பக்கவாட்டு அழுத்தத்தால் உருவாகும் வார்ப்பிங்.
2. எஃகு ஸ்லிட்டிங் இயந்திர உபகரணங்களின் உற்பத்தியின் போது, எஃகு தகட்டின் குறுக்குவெட்டுப் வார்பேஜ் சிக்கல் ஏற்பட்டது, இதன் விளைவாக மோசமான அகல பரிமாணங்கள் ஏற்பட்டன. குறுக்குவெட்டு வார்பேஜ் நிலையில் தயாரிப்பு வெட்டப்பட்ட அளவீடு கட்டரின் செட்டிங் மதிப்பை விட பெரியதாக இருப்பதே இதற்குக் காரணம்.
3.ஸ்லிட்டிங் இயந்திர உபகரணங்களின் உற்பத்தி செயல்பாட்டின் காரணமாக, ஸ்பேசர் செட் மற்றும் கத்திகளில் ஒரு குறிப்பிட்ட பொருத்தப் பிழை உள்ளது. கத்தி பொருத்தப்படும் போது துண்டுகளின் எண்ணிக்கை பெரியதாக இருக்கும் போது ஒட்டுமொத்த பிழை பெரியதாகிறது. மேல் சகிப்புத்தன்மையின் மோசமான அமைப்பே இதற்குக் காரணம். ஸ்லிட்டிங் இயந்திரத்தால் வெட்டப்பட்ட தயாரிப்பின் அகலம் எப்போதும் கத்தியின் தயாரிப்பு பக்க பரிமாணங்களை விட சற்று குறைவாக இருக்கும் என்பதை அறிவது முக்கியம்.
எனவே, இந்த வேறுபாட்டின் அளவை முன்கூட்டியே கணிப்பது அவசியம். கத்தி நேர இடைவெளியின் தயாரிப்பு பக்கத்தின் பரிமாணங்களை நிர்ணயிக்கும் போது இது குறிப்பிடப்படுகிறது. பயன்படுத்தப்படும் வெட்டு முறையும் கணக்கில் எடுத்துக்கொள்ளப்படுகிறது. ஒப்பிடுகையில், ஸ்லிட்டிங் மெஷின் உபகரணங்கள் நேராக இழுக்கும் வகை கத்தரியை ஏற்றுக்கொண்டால், எஃகு சுருளின் பதற்றம் அதிகரிக்கிறது, குறுக்குவெட்டு வார்பேஜ் மறைந்துவிடும், மேலும் அளவும் வித்தியாசத்தைக் குறைக்கும்.