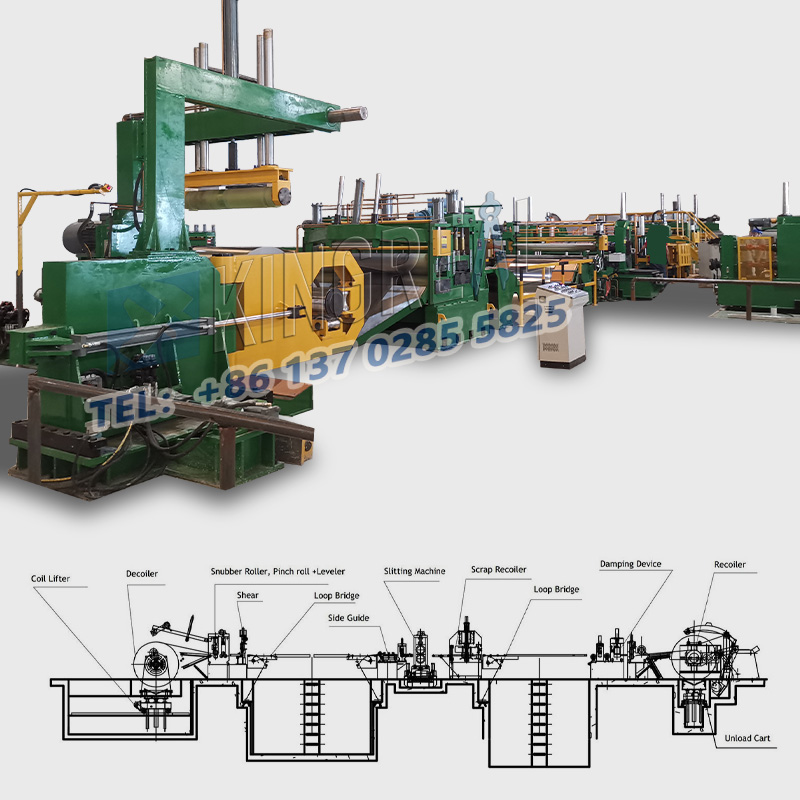
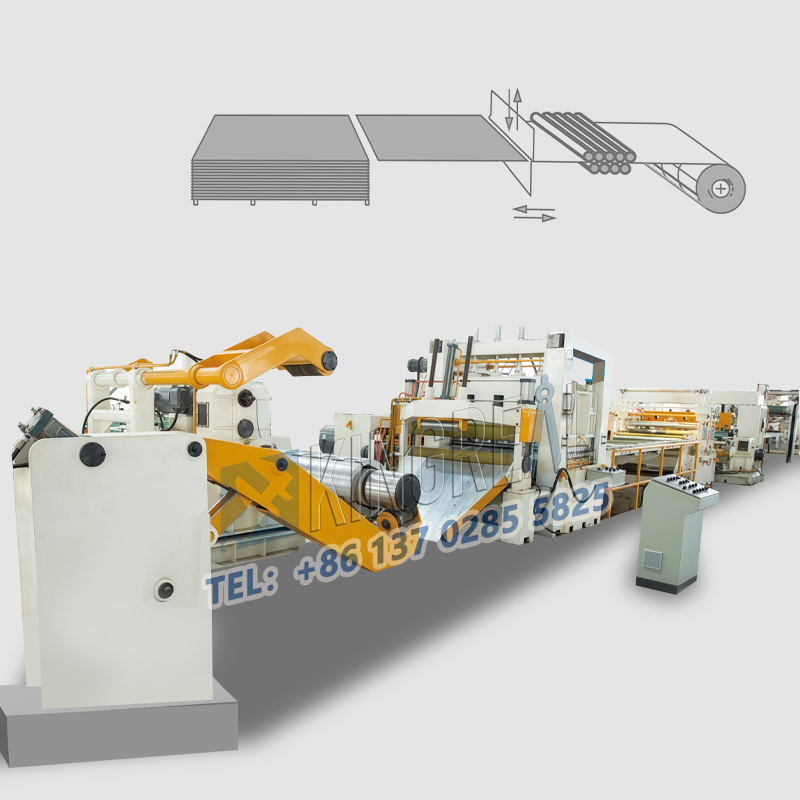
உலோக சுருள் செயலாக்கத் துறையில்,எஃகு துண்டு ஸ்லிட்டிங் இயந்திரங்கள்துருப்பிடிக்காத எஃகு, அலுமினியம், கார்பன் எஃகு மற்றும் சிலிக்கான் எஃகு போன்ற உலோகச் சுருள்களை நீளமாகப் பிரிக்கப் பயன்படுகிறது. குறுகிய கீற்றுகளின் பரிமாண துல்லியம், வெட்டு மென்மை, மற்றும் பர்ஸ் அல்லது கேம்பர் இருப்பு அல்லது இல்லாமை அனைத்தும் நேரடியாக எஃகு துண்டு ஸ்லிட்டிங் கோட்டின் மேல் மற்றும் கீழ் கத்திகளுக்கு இடையே உள்ள அனுமதி மூலம் தீர்மானிக்கப்படுகிறது.
தினசரி உற்பத்தியில், செயலாக்கப்படும் சுருளின் தடிமன் மாற்றப்படும்போதோ அல்லது மாறுபட்ட கடினத்தன்மை கொண்ட வெவ்வேறு பொருட்கள் பயன்படுத்தப்படும்போதோ, ஆபரேட்டர் ஒரே நேரத்தில் ஸ்டீல் ஸ்டிரிப் ஸ்லிட்டிங் இயந்திரத்தின் பிளேடு அனுமதியை சரிசெய்ய வேண்டும்.
ஒரு முறையான பிளேடு க்ளியரன்ஸ், எஃகு துண்டு ஸ்லிட்டிங் லைன் மென்மையான, பர்-ஃப்ரீ வெட்டுக்கள் மற்றும் சீரான குறுக்குவெட்டு அடுக்குகளுடன் உயர் துல்லியமான குறுகிய கீற்றுகளை வெட்ட அனுமதிக்கிறது; முறையற்ற அனுமதி மதிப்புகள் எட்ஜ் கர்லிங், பிளேட் சிப்பிங், ஸ்ட்ரிப் வளைவு மற்றும் எட்ஜ் பர்ர்களின் குவிப்பு போன்ற பல உற்பத்தி குறைபாடுகளை ஏற்படுத்தும். இந்த கட்டுரை, KINGREAL STEEL SLITTER, எஃகு துண்டு துண்டிக்கும் இயந்திரங்களின் பிளேடு அனுமதிக்கான சரிசெய்தல் தர்க்கம், நடைமுறை முறைகள் மற்றும் அளவுரு அமைப்பு விவரக்குறிப்புகளை முழுமையாக விளக்க, அனுமதி அளவுரு தரங்களுடன் நடைமுறை அனுபவத்தை இணைக்கும்.

ஸ்டீல் ஸ்டிரிப் ஸ்லிட்டிங் மெஷின்களில் பிளேட் கிளியரன்ஸ் & ஸ்ட்ரிப் துல்லியம் இடையே உள்ள உறவு
ஒரு ஸ்டீல் ஸ்ட்ரிப் ஸ்லிட்டிங் மெஷினின் பிளேடு க்ளியரன்ஸ் என்பது மேல் மற்றும் கீழ் வட்ட வெட்டு கத்திகள் மெஷ் செய்யும் போது எஞ்சியிருக்கும் ரேடியல் இடைவெளியைக் குறிக்கிறது. இந்த மதிப்பு நிலையான மாறிலி அல்ல, ஆனால் பதப்படுத்தப்பட்ட பொருளின் தடிமன் மற்றும் கடினத்தன்மையின் இரண்டு முக்கிய மாறிகளுடன் மாறும். இந்த இரண்டு காரணிகளும் பிளவு தரத்தை நேரடியாக தீர்மானிக்கின்றனஎஃகு துண்டு பிளவு கோடு.
1. பொருள் தடிமன்
பதப்படுத்தப்பட்ட சுருள் பொருளின் தடிமன் மாறும்போது, ஸ்டீல் ஸ்ட்ரிப் ஸ்லிட்டிங் மெஷினின் பிளேடு கிளியரன்ஸ் அதற்கேற்ப சரிசெய்யப்பட வேண்டும். எஃகு துண்டு பிளவு கோடு தடிமனான உலோக கீற்றுகளை செயலாக்கினால், பிளேடு அனுமதி சரியான முறையில் அதிகரிக்கப்பட வேண்டும்; மிகவும் சிறிய அனுமதி, மேல் மற்றும் கீழ் கத்திகள் தாள் பொருளை வலுக்கட்டாயமாக அழுத்தி, பிளேட் உடலில் சுமையை உடனடியாக அதிகரிக்கும், இது பிளேடு உடைப்பு மற்றும் கட்டர் தண்டு சிதைவதற்கு எளிதாக வழிவகுக்கும், எஃகு துண்டு பிளக்கும் இயந்திரத்தின் வெட்டிகள் மற்றும் சுழல்களின் சேவை வாழ்க்கையை கணிசமாகக் குறைக்கும்.
மாறாக, எஃகு துண்டு ஸ்லிட்டிங் கோடு மெல்லிய பொருட்களை செயலாக்க மாறும்போது, பிளேடு அனுமதி குறைக்கப்பட வேண்டும். அனுமதி மிகப் பெரியதாக இருந்தால், தாள் பொருள் முற்றிலும் கத்திகளால் வெட்டப்பட முடியாது, வெட்டுதல் செயல்பாட்டின் போது பொருள் விளிம்புகள் கிழிந்துவிடும், மேலும் முடிக்கப்பட்ட துண்டுகளின் இருபுறமும் அதிக எண்ணிக்கையிலான பர்ர்கள் தோன்றும். கடுமையான சந்தர்ப்பங்களில், முழு குறுகலான பகுதியும் ஒரு கேம்பரைக் கொண்டிருக்கும், இது பரிமாண சகிப்புத்தன்மையை மீறுகிறது மற்றும் கீழ்நிலை ஸ்டாம்பிங், வளைத்தல் மற்றும் உருவாக்கும் செயல்முறைகளின் தேவைகளைப் பூர்த்தி செய்யத் தவறிவிடும்.
0.1மிமீக்கும் குறைவான தடிமன் கொண்ட மிக மெல்லிய உலோகக் கீற்றுகளுக்கு, உலோகப் பிளவு இயந்திரத்தின் தத்துவார்த்த கத்தி இடைவெளி பூஜ்ஜியத்தை நெருங்குகிறது, துல்லியமான பிளவுகளை அடைய பிளேடுகளின் மைக்ரோ இன்டர்லாக்கிங்கை நம்பியுள்ளது.
2. பொருள் கடினத்தன்மை மற்றும் இழுவிசை வலிமை
வெவ்வேறு உலோகங்கள் இழுவிசை வலிமை மற்றும் கடினத்தன்மையில் குறிப்பிடத்தக்க வேறுபாடுகளை வெளிப்படுத்துகின்றன, இதன் விளைவாக எஃகு துண்டு துண்டிக்கும் இயந்திரங்களுக்கு முற்றிலும் மாறுபட்ட கத்தி இடைவெளி வரம்புகள் உள்ளன. தடிமனான கார்பன் எஃகு, துருப்பிடிக்காத எஃகு மற்றும் சிலிக்கான் எஃகு போன்ற உயர்-கடினத்தன்மை, அதிக இழுவிசை-வலிமை கொண்ட பொருட்கள், அடர்த்தியான மூலக்கூறு கட்டமைப்புகள் மற்றும் அதிக வெட்டுதல் எதிர்ப்பைக் கொண்டுள்ளன, எஃகு துண்டு பிளவு கோடுகளில் பெரிய பிளேடு இடைவெளிகள் தேவைப்படுகின்றன. தூய அலுமினியம் மற்றும் மெல்லிய அலுமினியத் தாள்கள் போன்ற மென்மையான, குறைந்த வலிமை கொண்ட பொருட்கள், அதிக பிளாஸ்டிசிட்டி மற்றும் குறைந்த வெட்டுதல் எதிர்ப்பைக் கொண்டுள்ளன, இது எஃகு துண்டு துண்டிக்கும் இயந்திரங்களில் பொருத்தமான சிறிய பிளேடு இடைவெளிகளை அனுமதிக்கிறது.
உலோகப் பிளவின் இயற்பியல் கொள்கை தூய வெட்டுதல் அல்ல, மாறாக பிளேடு அழுத்தத்தின் கீழ் தாள் பொருளின் பகுதி வெட்டுதல் மற்றும் இழுவிசை உடைத்தல். அதிக கடினத்தன்மை கொண்ட பொருட்கள் பிளாஸ்டிக் முறிவின் அதிக விகிதத்தைக் கொண்டுள்ளன, மென்மையான குறுக்குவெட்டை அடைய பெரிய இடைவெளிகள் தேவைப்படுகின்றன. மென்மையான அலுமினியம் பெரிய பிளாஸ்டிக் சிதைவை வெளிப்படுத்துகிறது; அதிகப்படியான இடைவெளிகள் பொருள் வெளியேற்றம், உதிர்தல் மற்றும் கர்லிங் குறைபாடுகளை ஏற்படுத்தும்.
ஸ்டீல் ஸ்ட்ரிப் ஸ்லிட்டிங் லைனின் பிளேடு இடைவெளிக்கான நிலையான சரிசெய்தல் முறை
தற்போது, பெரும்பாலான முக்கியஎஃகு துண்டு ஸ்லிட்டிங் இயந்திரங்கள்சந்தையில் பிளேடு இடைவெளியின் துல்லியமான கட்டுப்பாட்டை அடைய துல்லியமான ஷிம்களை நம்பியுள்ளது. வெவ்வேறு தடிமன் கொண்ட ஷிம்கள் மற்றும் புஷிங்களைச் சேர்ப்பதன் மூலம் அல்லது அகற்றுவதன் மூலம், மேல் மற்றும் கீழ் கட்டர் ஷாஃப்ட் பிளேடுகளுக்கு இடையே உள்ள ரேடியல் இடைவெளி துல்லியமாக கட்டுப்படுத்தப்படுகிறது. முழுமையான சரிசெய்தல் செயல்முறை நான்கு முக்கிய செயல்பாடுகளைக் கொண்டுள்ளது:
(1) அடிப்படை இடைவெளிக்கு ஷிம் பொருத்துதல்
முறையான பிளவுக்கு முன், முதலில் ரோலின் பொருள் மற்றும் தடிமன் ஆகியவற்றை உறுதிசெய்து, இடைவெளி அளவுரு அட்டவணையின்படி அடிப்படை இடைவெளி மதிப்பைத் தேர்ந்தெடுக்கவும், பின்னர் எஃகு துண்டு பிளவு கோட்டின் கட்டர் ஷாஃப்ட் மற்றும் பிளேடுகளின் இருபுறமும் ஒன்றுகூடுவதற்கு தொடர்புடைய தடிமன் கொண்ட துல்லியமான ஷிம்களைத் தேர்ந்தெடுக்கவும். துல்லியமாக பொருந்திய ஷிம் தடிமன், எஃகு துண்டு ஸ்லிட்டிங் மெஷின் பிளேடுகள் சமமாக ஈடுபடுத்தப்பட்டிருப்பதை உறுதிசெய்கிறது. இது கத்தி உடைகளை கணிசமாகக் குறைக்கிறது மற்றும் முழு செட் வெட்டிகளின் சேவை வாழ்க்கையை நீட்டிக்கிறது.
(2) பிளேட் செறிவை அரைத்து சரிசெய்தல்
ஸ்டீல் ஸ்டிரிப் ஸ்லிட்டிங் லைன் அதிக செறிவில் நீண்ட நேரம் பயன்படுத்தப்பட்டு, கத்திகள் ஒரு பக்கமாக மோதியிருந்தால், பிளேடு செறிவு சமநிலையற்றதாகிவிடும். ஷிம் விவரக்குறிப்புகள் சரியாக இருந்தாலும், செயல்பாட்டின் போது பிளேடு இடைவெளி ஏற்ற இறக்கமாக இருக்கும். இந்த வகை செயலிழப்பை ஷிம்களைப் பயன்படுத்தி சரிசெய்ய முடியாது. ஸ்டீல் ஸ்ட்ரிப் ஸ்லிட்டிங் மெஷினின் கட்டர் ஷாஃப்டிலிருந்து பிளேடுகளின் முழு தொகுப்பையும் பிரித்து, மீண்டும் அரைப்பதற்கும் வெளிப்புறமாக அரைப்பதற்கும் ஒரு தொழில்முறை கிரைண்டருக்கு அனுப்பப்பட்டு, பிளேடு செறிவை சரிசெய்து, பின்னர் ஷிம் இடைவெளியை சரிசெய்வதற்கு முன் ஸ்டீல் ஸ்ட்ரிப் ஸ்லிட்டிங் லைனில் மீண்டும் நிறுவ வேண்டும்.
(3) சமநிலையற்ற ஸ்லிட்டிங் கட்டர் தண்டுகளை சரிசெய்தல்
எஃகு துண்டு ஸ்லிட்டிங் இயந்திரத்தின் மேல் மற்றும் கீழ் கட்டர் தண்டுகள் நீண்ட காலத்திற்கு வெட்டுதல் தாக்கங்களுக்கு உள்ளாகின்றன, இதன் விளைவாக லேசான வளைவு மற்றும் சீரற்ற மேற்பரப்பு தேய்மானம் ஏற்படுகிறது. தண்டு சுழற்சியின் போது, பிளேடு இடைவெளி அவ்வப்போது மாறுகிறது, இதன் விளைவாக முடிக்கப்பட்ட துண்டுகளின் ஒரு பக்கத்தில் பர்ர்ஸ் மற்றும் மறுபுறம் மென்மையான வெட்டு ஏற்படுகிறது. இதை நிவர்த்தி செய்ய, இயந்திரத்தை நிறுத்த வேண்டும், ஸ்டீல் ஸ்ட்ரிப் ஸ்லிட்டிங் லைனின் கட்டர் ஷாஃப்ட் அசெம்பிளியை பிரித்தெடுக்க வேண்டும், ஷாஃப்ட் பாடி தரையில் தேய்ந்த பகுதிகளை சரிசெய்து சரிசெய்து, சுழற்சியால் ஏற்படும் இடைவெளி ஏற்ற இறக்கங்களை அகற்ற கட்டர் தண்டின் டைனமிக் பேலன்ஸ் அளவீடு செய்யப்பட வேண்டும்.
(4) புஷிங்ஸுடன் வெட்டுதல் இடைவெளியை உறுதிப்படுத்துதல்
ஷிம்கள் மற்றும் பிரிப்பான் புஷிங் ஆகியவை எஃகு துண்டு ஸ்லிட்டிங் இயந்திரத்தில் உள்ள இடைவெளியை சரிசெய்வதற்கான முக்கிய துணை கூறுகளாகும். வெட்டும் கத்திகளின் ஒவ்வொரு குழுவின் இருபுறமும் நிறுவப்பட்டால், அவை கத்திகளை துல்லியமாக பிரிக்கலாம், ஒற்றை-குழு வெட்டு இடைவெளியைக் கட்டுப்படுத்தலாம் மற்றும் மேல் மற்றும் கீழ் கத்திகளின் கிடைமட்ட இணையாக பராமரிக்கலாம். அதிக வலிமை கொண்ட எஃகு கேஸ்கட்கள் மற்றும் புஷிங்ஸ் அதிக விறைப்புத்தன்மையை வழங்குகின்றன, பிளேட்கள் ஸ்கிராப்பிங் மற்றும் அசெம்பிளிக்குப் பிறகு மோதுவதைத் தடுக்கிறது. முழு ஸ்டீல் ஸ்ட்ரிப் ஸ்லிட்டிங் லைனின் கட்டர் ஷாஃப்ட்டில் உள்ள பல கட்டிங் பிளேடுகளுக்கு இடையே சீரான இடைவெளியை அவை உறுதி செய்கின்றன, பல கீற்றுகள் முழுவதும் சீரான வெட்டு துல்லியத்தை பராமரிக்கின்றன.
ஸ்டீல் ஸ்டிரிப் ஸ்லிட்டிங் லைன்களின் பிளேட் கேப் அளவுருக்களுக்கான நிலையான அமைப்பு விவரக்குறிப்புகள்
பிளேடு இடைவெளியை அமைப்பதற்கான முக்கிய குறிப்புஎஃகு துண்டு ஸ்லிட்டிங் இயந்திரங்கள்பதப்படுத்தப்பட்ட பொருளின் தடிமன், கடினத்தன்மை மற்றும் இழுவிசை வலிமை ஆகும். எஃகு துண்டு பிளவு கோடுகளுடன் இணக்கமாக பொதுவாகப் பயன்படுத்தப்படும் பல்வேறு உலோகங்களுக்கான நிலையான இடைவெளியை கீழே உள்ள அட்டவணை காட்டுகிறது:
|
தடிமன் |
துருப்பிடிக்காத எஃகு |
அலுமினியம் |
எஃகு |
கார்பன் ஸ்டீல் |
சிலிக்கான் ஸ்டீl |
| 0.1 மிமீ |
0 | 0 | 0 | 0 | 0 |
| 0.1-0.4மிமீ |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0.5-1.0மிமீ |
12-18 |
10-15 |
10-15 |
18-25 | / |
| >1.0மிமீ |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
ஒரு ஸ்டீல் ஸ்ட்ரிப் ஸ்லிட்டிங் மெஷினில் பிளேடு இடைவெளியை சரிசெய்வது, முடிக்கப்பட்ட காயில் ஸ்லிட்டிங் தயாரிப்பின் தரத்தை கட்டுப்படுத்துவதற்கான ஒரு முக்கிய செயல்முறையாகும். இடைவெளி மதிப்பின் துல்லியமான பொருத்தம், எஃகு துண்டு ஸ்லிட்டிங் கோட்டின் உற்பத்தி திறன், கருவி தேய்மானம் மற்றும் முடிக்கப்பட்ட தயாரிப்பு தகுதி விகிதத்தை நேரடியாக பாதிக்கிறது. ஸ்டீல் ஸ்ட்ரிப் ஸ்லிட்டிங் மெஷினின் தினசரி செயல்பாட்டின் போது, ஆபரேட்டர்கள் பொருள் மற்றும் தடிமன் ஆகியவற்றுடன் தொடர்புடைய இடைவெளி அளவுருக்களை மனப்பாடம் செய்ய வேண்டும், சரியாக சரிசெய்ய துல்லியமான ஷிம்களைப் பயன்படுத்த வேண்டும், மேலும் பர்ர்ஸ், சிப்பிங் மற்றும் பரிமாண விலகல்கள் போன்ற உற்பத்தி தோல்விகளைக் குறைக்க கத்திகள் மற்றும் கட்டர் ஷாஃப்ட்டை தொடர்ந்து ஆய்வு செய்ய வேண்டும்.
மேலும் தகவலுக்குஎஃகு துண்டு பிளவு கோடுதுருப்பிடிக்காத எஃகு, கார்பன் ஸ்டீல் மற்றும் அலுமினியத்திற்கு ஏற்ற முழு தானியங்கி ஸ்டீல் ஸ்ட்ரிப் ஸ்லிட்டிங் இயந்திரங்களைத் தனிப்பயனாக்க, கருவித் தேர்வு, சுருள் செயலாக்க உதவிக்குறிப்புகள், தயவுசெய்து KINGREAL ஸ்டீல் ஸ்லிட்டரை நேரடியாகத் தொடர்பு கொள்ளவும்!