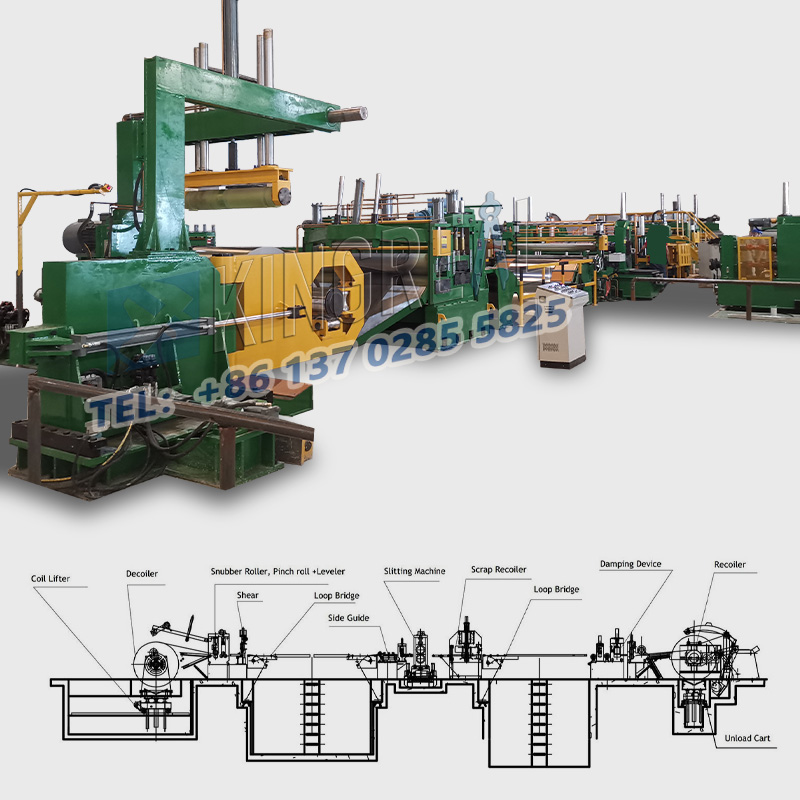
நவீன உற்பத்தியில்,உலோக பிளவு இயந்திரங்கள்மற்றும்சுருள் நீளக் கோடுகளுக்கு வெட்டப்பட்டதுஎஃகு, கட்டுமானம், வாகனம் மற்றும் மின் சாதனங்கள் போன்ற தொழில்களில் பரவலாகப் பயன்படுத்தப்படும் உலோகப் பொருட்களின் நீளமான மற்றும் குறுக்குவெட்டுக்கான முக்கிய உபகரணங்கள். மெட்டல் ஸ்லிட்டிங் மெஷின்கள் மற்றும் சுருள் நீளக் கோடுகளை வாங்கும் போது, பயனர்கள் தங்கள் சொந்த தேவைகளையும் உண்மையான நிலைமைகளையும் முழுமையாகக் கருத்தில் கொண்டு மிகவும் பொருத்தமான உபகரணங்களைத் தேர்வு செய்ய வேண்டும். உலோகச் செயலாக்கத் தொழில் திறமையான, துல்லியமான மற்றும் புத்திசாலித்தனமான உற்பத்தியை அடைய உதவும் வகையில், உலோகத் துளையிடும் இயந்திரங்கள் மற்றும் நீளக் கோடுகளுக்கு சுருள் வெட்டு ஆகியவற்றைத் தேர்ந்தெடுக்கும்போது கருத்தில் கொள்ள வேண்டிய காரணிகளை இந்தக் கட்டுரை விவரிக்கும்.
1. பொருள் தடிமன் அடிப்படையில் மெட்டல் ஸ்லிட்டிங் மெஷின் வகையைத் தேர்ந்தெடுப்பது
வாங்கும் போது ஒருஉலோக பிளவு இயந்திரம், பொருள் தடிமன் ஒரு முக்கிய காரணியாகும். பொருள் தடிமன் அடிப்படையில் பல்வேறு வகையான உலோக ஸ்லிட்டிங் இயந்திரங்களைத் தேர்ந்தெடுக்கலாம்.
1.1 மெல்லிய பொருட்கள் (0.2~3மிமீ)
பொருந்தக்கூடிய மாதிரிகள்: லைட் கேஜ் ஸ்லிட்டிங் மெஷின்
முக்கிய தேவைகள்:
உயர்-துல்லிய வழிகாட்டுதல்: துல்லியமான மற்றும் சீரான வெட்டுதலை உறுதிப்படுத்த, வழிகாட்டுதல் துல்லியம் ±0.01mm ஐ எட்ட வேண்டும்.
குறைந்த பதற்றம் கட்டுப்பாடு: செயலாக்கத்தின் போது மெல்லிய பொருட்கள் இழுவிசை சிதைவுக்கு ஆளாகின்றன, எனவே பொருள் சிதைவைத் தடுக்க ஒரு பயனுள்ள பதற்றக் கட்டுப்பாட்டு அமைப்பு தேவைப்படுகிறது.
மெல்லிய கத்திகள்: பொருள் இழப்பைக் குறைக்க கத்தியின் தடிமன் 0.3~0.8மிமீ வரம்பிற்குள் இருக்க வேண்டும். ஒரு உலோக பிளவு இயந்திரத்தின் மையமானது அதன் வழிகாட்டும் துல்லியம் மற்றும் பதற்றம் கட்டுப்பாட்டில் உள்ளது. இந்த மெட்டல் ஸ்லிட்டிங் மெஷின்கள் பொதுவாக வெட்டும் செயல்பாட்டின் போது பொருள் நிலைத்தன்மையை உறுதி செய்வதற்காக மேம்பட்ட பதற்றம் கட்டுப்பாட்டு அமைப்புகளுடன் பொருத்தப்பட்டுள்ளன.
1.2 நடுத்தர பொருட்கள் (3.0~6.0மிமீ)
பொருந்தக்கூடிய மாதிரிகள்: மீடியம் கேஜ் ஸ்லிட்டிங் மெஷின்
முக்கிய தேவைகள்:
நிலையான பதற்றக் கட்டுப்பாடு: பதற்றக் கட்டுப்பாட்டுத் துல்லியம் ±2%~5% க்குள் இருக்க வேண்டும்.
உயர் வலிமை கருவி வைத்திருப்பவர்: கருவி ஷாஃப்ட் சிதைவை திறம்பட தடுக்க மற்றும் ஒட்டுமொத்த இயந்திர நிலைத்தன்மையை மேம்படுத்த கருவி வைத்திருப்பவர் அதிக வலிமை பெற்றிருக்க வேண்டும்.
விருப்பமான தானியங்கி அரைக்கும் அமைப்பு: இந்த அம்சம் பிளேடு ஆயுளை நீட்டிக்கிறது, கருவி மாற்று அதிர்வெண்ணைக் குறைக்கிறது மற்றும் உற்பத்திச் செலவுகளைச் சேமிக்கிறது.
நடுத்தர தடிமன் கொண்ட பொருட்களின் வெட்டுத் தேவைகளைப் பூர்த்தி செய்ய, நடுத்தர அளவிலான பிளவு இயந்திரங்கள் பொருள் நிலைத்தன்மை மற்றும் கருவி ஆயுள் ஆகியவற்றை சமநிலைப்படுத்த வேண்டும்.
1.3 தடிமனான பொருட்கள் (6.0~16.0மிமீ)
பொருந்தக்கூடிய மாதிரிகள்: ஹெவி கேஜ் ஸ்லிட்டிங் மெஷின்
முக்கிய தேவைகள்:
உயர்-விறைப்பு சட்டகம்: தடிமனான பொருட்களை வெட்டும்போது இயந்திர உடலின் நிலைத்தன்மையை உறுதிப்படுத்த வார்ப்பிரும்பு அல்லது பற்றவைக்கப்பட்ட வலுவூட்டப்பட்ட சட்டகம் பயன்படுத்தப்படுகிறது.
உயர்-பவர் மோட்டார்: மெட்டல் ஸ்லிட்டிங் மெஷினில் தடிமனான பொருட்களைச் செயலாக்குவதற்குப் போதுமான கத்தரிக்கும் சக்தி இருப்பதை உறுதி செய்கிறது.
அணிய-எதிர்ப்பு கார்பைடு கத்திகள்: அணிய-எதிர்ப்பு கத்திகள் அதிக சுமைகளின் கீழ் கூர்மையை பராமரிக்கின்றன, பிளேடு மாற்ற அதிர்வெண்ணைக் குறைக்கின்றன.
மெட்டல் ஸ்லிட்டிங் மெஷின் தேர்ந்தெடுக்கும் போது, பொருள் தடிமன் கருத்தில் கொண்டு மென்மையான உபகரணங்கள் செயல்பாட்டை உறுதி செய்ய அடிப்படை. வெவ்வேறு பொருள் தடிமன்களுக்கு பொருத்தமான உலோக ஸ்லிட்டிங் இயந்திர வகையைத் தேர்ந்தெடுப்பது உற்பத்தி செயல்திறனை கணிசமாக மேம்படுத்தும்.
2. பதற்றம் கட்டுப்பாட்டு முறைகளின் ஒப்பீடு
பிளவு செயல்பாட்டில் பதற்றம் கட்டுப்பாடு ஒரு முக்கிய காரணியாகும். வெவ்வேறு பதற்றக் கட்டுப்பாட்டு முறைகள் வெவ்வேறு செயலாக்க சூழ்நிலைகளுக்கு ஏற்றது; பயனர்கள் தங்கள் உண்மையான தேவைகளுக்கு ஏற்ப தேர்ந்தெடுக்க வேண்டும்.
|
பதற்றம் கட்டுப்பாடு வகை |
துல்லியம் |
பொருந்தக்கூடிய காட்சிகள் |
நன்மைகள் மற்றும் தீமைகள் |
| இயந்திர பதற்றம் |
±10% |
குறைந்த வேகம், குறைந்த செலவு தேவைகள் |
குறைந்த விலை √ ஏற்ற இறக்கம் × |
| ஹைட்ராலிக் டென்ஷன் |
±5% |
நடுத்தர தடிமனான நிலையான பிளவு |
நல்ல நிலைப்புத்தன்மை √ அதிக ஆற்றல் நுகர்வு × |
| சர்வோ க்ளோஸ்டு-லூப் டென்ஷன் |
±1% |
உயர் துல்லியமான மெல்லிய தட்டு பிளவு |
விரைவான பதில் மற்றும் ஆற்றல் சேமிப்பு √ அதிக விலை × |
| மேக்னடிக் பவுடர் பிரேக்கிங் டென்ஷன் |
±3% |
நடுத்தர வேக பிளவு (செம்பு மற்றும் அலுமினியம் செயலாக்கம்) |
எளிதான சரிசெய்தல் √ அதிக வெப்ப உற்பத்தி × |
3. பிளேடு தேர்வு மற்றும் லைஃப் ஆப்டிமைசேஷன்
கத்திகள் ஒரு முக்கிய அங்கமாகும்உலோக பிளவு இயந்திரங்கள், மற்றும் அவர்களின் தேர்வு வெட்டு முடிவுகள் மற்றும் பொருள் இழப்பை நேரடியாக பாதிக்கிறது.
3.1 பிளேட் பொருள் ஒப்பீடு
|
பொருள் |
பொருந்தக்கூடிய பொருட்கள் |
ஆயுட்காலம் |
செலவு |
| அதிவேக எஃகு (HSS) |
சாதாரண எஃகு, அலுமினியம் |
நடுத்தர |
குறைந்த |
| கடினமான அலாய் (டங்ஸ்டன் ஸ்டீல்) |
துருப்பிடிக்காத எஃகு, சிலிக்கான் எஃகு |
நீளமானது |
உயர் |
| பீங்கான் பூசப்பட்ட கத்திகள் |
உயர் துல்லியமான மெல்லிய தட்டுகள் |
நீளமானது |
உயர்ந்தது |
3.2 பிளேட் ஆயுளை நீட்டிக்க 5 குறிப்புகள்
வழக்கமான அரைத்தல்: கூர்மையான வெட்டு விளிம்பை உறுதி செய்ய ஒவ்வொரு 8 மணி நேரத்திற்கும் கத்திகளை சரிபார்த்து அரைக்க பரிந்துரைக்கப்படுகிறது.
நியாயமான ஒன்றுடன் ஒன்று: சீராக வெட்டப்படுவதை உறுதி செய்வதற்காக ஒன்றுடன் ஒன்று பொதுவாக 10%~15% பொருளின் தடிமனாக அமைக்கப்படுகிறது.
உயவு மற்றும் குளிரூட்டல்: வெட்டும் போது மசகு எண்ணெயைப் பயன்படுத்துவது வெப்ப அழுத்தத்தால் ஏற்படும் சிதைவைக் குறைக்கிறது.
அதிக சுமைகளைத் தவிர்க்கவும்: உபகரணங்களில் அதிக சுமைகளைத் தவிர்க்க, வெட்டு வேகம் மற்றும் பொருள் தடிமன் ஆகியவற்றை நியாயமான முறையில் கட்டுப்படுத்தவும்.
தானியங்கி கருவி அமைப்பு முறையைப் பயன்படுத்தவும்: தானியங்கி கருவி அமைப்பு மனிதப் பிழையைக் குறைக்கிறது மற்றும் துல்லியத்தை மேம்படுத்துகிறது.
1. செயலாக்கத் தேவைகளை வரையறுக்கவும்
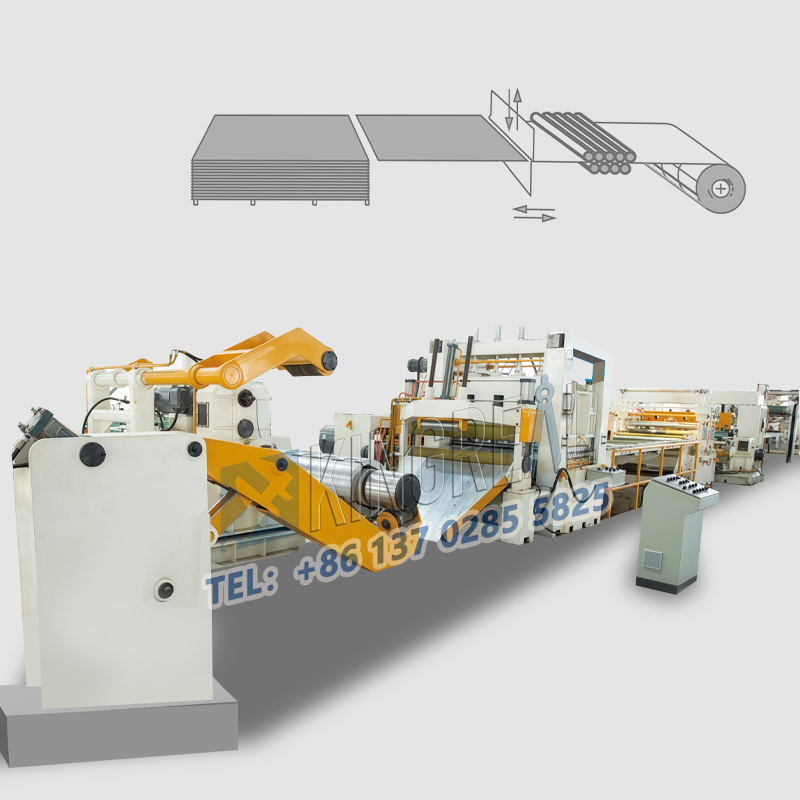
வாங்கும் போது ஒருசுருள் நீளக் கோட்டிற்கு வெட்டப்பட்டது, முதலில் பொருள் வகை, விவரக்குறிப்புகள் மற்றும் உற்பத்தி திறன் உள்ளிட்ட உங்கள் செயலாக்கத் தேவைகளை வரையறுக்கவும்.
1.1 பொருள் வகை மற்றும் விவரக்குறிப்புகள்:
தேர்ந்தெடுக்கப்பட்ட சுருள் நீளக் கோட்டிற்குத் தேவையான பொருள் விவரக்குறிப்புகளை உள்ளடக்கியதை உறுதிசெய்ய, அதன் தடிமன் மற்றும் அகல வரம்பு, செயலாக்கப்பட வேண்டிய பொருளின் வகை (எ.கா., சிலிக்கான் ஸ்டீல், கார்பன் ஸ்டீல், துருப்பிடிக்காத எஃகு போன்றவை) பயனர்கள் உறுதிப்படுத்த வேண்டும். உதாரணமாக:
லைட் கேஜ் நீளக் கோட்டிற்கு வெட்டப்பட்டது: 0.2-3 மிமீ இடையே தடிமன் கொண்ட பொருட்களை வெட்டுவதற்கு ஏற்றது.
மீடியம் கேஜ் நீளக் கோட்டிற்கு வெட்டப்பட்டது: 0.3-6 மிமீ இடையே தடிமன் கொண்ட பொருட்களை வெட்டுவதற்கு ஏற்றது.
ஹெவி கேஜ் நீளக் கோட்டிற்கு வெட்டப்பட்டது: 6-25 மிமீ தடிமன் கொண்ட பொருட்களை வெட்டுவதற்கு ஏற்றது.
1.2 உற்பத்தி திறன் தேவைகள்
உற்பத்தி அளவு மற்றும் வெளியீட்டுத் தேவைகளின் அடிப்படையில், பொருத்தமான வெட்டுதல் வேகம் மற்றும் ஆட்டோமேஷனின் அளவைத் தேர்ந்தெடுக்கவும். பெரிய அளவிலான உற்பத்திக்கு, அதிவேக மாதிரி பரிந்துரைக்கப்படுகிறது; அதிக துல்லியமான தேவைகளுக்கு ஆனால் சிறிய உற்பத்தித் தொகுதிகளுக்கு, குறைந்த வேகம், உயர் துல்லிய மாதிரி மிகவும் பொருத்தமானது.
2. முக்கிய செயல்திறன் அளவுருக்கள் மீது கவனம் செலுத்துங்கள்
2.1 கருவி அமைப்பு
சிமென்ட் செய்யப்பட்ட கார்பைடு அல்லது அதிவேக எஃகு போன்ற கருவியின் பொருள், இயந்திர துல்லியம் மற்றும் ஆயுள் ஆகியவற்றை பாதிக்கும். பொதுவாக, கட்டிங் எட்ஜ் துல்லியம் அதிகமாக இருந்தால், சிறந்தது, பொதுவாக ±0.01மிமீக்குள். மேலும், கருவியை மாற்றுவதற்கான எளிமை மற்றும் செலவைக் கருத்தில் கொள்ள வேண்டும்; வேலையில்லா நேரத்தைக் குறைக்க விரைவான மாற்றத்தை அனுமதிக்கும் ஒரு கருவி அமைப்பு விரும்பப்பட வேண்டும்.
2.2 பரிமாற்ற முறை
பரிமாற்ற முறைசுருள் நீளக் கோட்டிற்கு வெட்டப்பட்டதுஒரு முக்கிய குறிகாட்டியாகவும் உள்ளது. சர்வோ மோட்டார்-உந்துதல் மாதிரிகள் பொதுவாக அதிக துல்லியம் மற்றும் குறைந்த சத்தத்தை வழங்குகின்றன, மெல்லிய தட்டுகள் மற்றும் துல்லியமான எந்திரத்திற்கு ஏற்றது; ஹைட்ராலிக் மூலம் இயக்கப்படும் மாதிரிகள் அதிக சக்திவாய்ந்த வெளியீட்டை வழங்குகின்றன மற்றும் தடிமனான தட்டு வெட்டுதல் செயல்பாடுகளுக்கு ஏற்றவை.
2.3 நிலைப்படுத்தல் துல்லியம்
நிலைப்படுத்தல் துல்லியம் நேரடியாக வெட்டுகளின் நேராகவும் பரிமாண நிலைத்தன்மையையும் பாதிக்கிறது. ≤± 0.02 மிமீ மீண்டும் மீண்டும் துல்லியமானது திறமையான மற்றும் நிலையான உற்பத்தியை உறுதிப்படுத்த பரிந்துரைக்கப்படுகிறது.
2.4 கட்டுப்பாட்டு அமைப்பு
நன்கு அறியப்பட்ட பிராண்டுகளின் (சீமென்ஸ் போன்றவை) கட்டுப்பாட்டு அமைப்புகளுக்கு முன்னுரிமை கொடுங்கள். அவர்களின் பயனர் நட்பு இடைமுகம் CAD இறக்குமதி அல்லது தனிப்பயன் நிரலாக்கத்தை ஆதரிக்கிறது, மேலும் அவற்றைப் பயன்படுத்துவதற்கு வசதியாகவும், உற்பத்தித் திறனை திறம்பட மேம்படுத்தவும் செய்கிறது.
3. பாதுகாப்பு மற்றும் பராமரிப்பு பரிசீலனைகள்
3.1 பாதுகாப்பு கட்டமைப்பு
உறுதி செய்யவும்சுருள் நீளக் கோட்டிற்கு வெட்டப்பட்டதுஆபரேட்டர் பாதுகாப்பை உறுதி செய்வதற்காக ஒளிமின் பாதுகாப்பு சாதனங்கள், அவசர நிறுத்த பொத்தான்கள் மற்றும் முழுமையாக மூடப்பட்ட பாதுகாப்பு கவர்கள் ஆகியவற்றைக் கொண்டுள்ளது. இந்த பாதுகாப்பு அம்சங்கள் விபத்துகளின் அபாயத்தைக் குறைப்பது மட்டுமல்லாமல், தொடர்புடைய தொழில் பாதுகாப்புத் தரங்களுக்கும் இணங்குகின்றன.
3.2 பராமரிப்பின் எளிமை
லூப்ரிகேஷன் அமைப்பைச் சரிபார்ப்பதில் எளிமை, கருவி மாற்றீட்டின் எளிமை மற்றும் சுருள் நீளக் கோட்டின் கட்டமைப்பு வடிவமைப்பு தினசரி பராமரிப்பு மற்றும் பழுதுபார்ப்புக்கு உதவுகிறதா என்பது உட்பட, நீளக் கோடு பராமரிப்பின் எளிமையையும் பயனர்கள் கருத்தில் கொள்ள வேண்டும். மேலும், பாதிக்கப்படக்கூடிய பகுதிகளுக்கு உற்பத்தியாளர் நீண்டகால விநியோக ஆதரவை வழங்குகிறாரா என்பதைப் புரிந்துகொள்வதும் முக்கியமானது.
4. விற்பனைக்குப் பிந்தைய சேவை
விரிவான விற்பனைக்குப் பிந்தைய சேவையை வழங்கும் ஒரு உற்பத்தியாளரைத் தேர்ந்தெடுப்பது, நீண்ட கால நிலையான செயல்பாட்டை உறுதிப்படுத்துவதற்கு அவசியம்.சுருள் நீளக் கோட்டிற்கு வெட்டப்பட்டது. நல்ல விற்பனைக்குப் பிந்தைய சேவையில் நிறுவல் மற்றும் ஆணையிடுதல், செயல்பாட்டுப் பயிற்சி, சுருள் வெட்டு நீளம் வரை சரிசெய்தல் மற்றும் உதிரி பாகங்கள் வழங்கல் ஆகியவை பயனர்கள் பயன்படுத்தும் போது பல்வேறு சிக்கல்களைத் தீர்க்க உதவும்.
5. ஆன்-சைட் சோதனை மற்றும் சரிபார்ப்பு
நீளக் கோட்டிற்கு சுருள் வெட்டு ஒன்றைத் தேர்ந்தெடுக்கும்போது, ஆன்-சைட் சோதனை பரிந்துரைக்கப்படுகிறது. நீளக் கோட்டிற்கு வெட்டப்பட்ட சுருளின் வெட்டுதல் தரத்தை பார்வைக்கு மதிப்பீடு செய்ய, செயலாக்கப்பட்ட மாதிரிகளை வழங்க சப்ளையரைக் கோரவும். வெட்டு, செங்குத்தாக மற்றும் பரிமாணத் துல்லியம், இறுதிப் பொருளின் தரத்தை நேரடியாகப் பாதிக்கும் காரணிகள் ஆகியவை இதில் அடங்கும்.
இந்தக் காரணிகளை முழுமையாகப் புரிந்துகொண்டு தேர்ச்சி பெறுவதன் மூலம், உலோகச் செயலாக்கத் துறையில் பயனர்கள் திறமையான, துல்லியமான மற்றும் அறிவார்ந்த உற்பத்தியை அடைய முடியும். உங்களுக்கு குறிப்பிட்ட தேவைகள் இருந்தால்உலோக பிளவு இயந்திரங்கள்மற்றும்சுருள் நீளக் கோடுகளுக்கு வெட்டப்பட்டது, தயவு செய்து KINGREAL STEEL SLITTER ஐ தொடர்பு கொள்ளவும். நாங்கள் உங்களுக்கு தொழில்முறை சேவை மற்றும் ஆதரவை வழங்குவோம்!