1.உயர் உற்பத்தித்திறன்.
3மிமீ திறந்த சுருள் கோட்டின் தடிமன், 2000மிமீ தட்டுப் பொருளின் நிலையான நீளத்திற்கு, நிமிடத்திற்கு 30~35 தாள்களை வெட்ட வேண்டும், 500மிமீக்கும் குறைவான தட்டுப் பொருளின் நிலையான நீளத்திற்கு, நிமிடத்திற்கு 80 தாள்களை வெட்ட வேண்டும். இத்தகைய உயர் உற்பத்தித்திறன் பொது வெட்டு தட்டு இயந்திரம் முழு மொத்தமாக இருக்க முடியாது.
2.முழு சுமை.
திறந்த சுருள் வரியின் பல பயனர்கள் 2 ~ 3 ஷிப்ட் அமைப்பு, ஒரு நாளைக்கு 1 ~ 20,000 முறை வெட்டுவதற்கு ஷீர் பிளேட் இயந்திரம். அத்தகைய சுமையில் பொது நோக்கத்திற்கான வெட்டு தட்டு இயந்திரத்தை பயன்படுத்த முடியாது.
3.உயர் நம்பகத்தன்மை
ஒரு பணிநிறுத்தம்வெட்டும் இயந்திரம்ஒரு டீகாயிலர் கோட்டில் முழு டிகாயிலர் லைனையும் நிறுத்துகிறது. வாகனத் தொழிற்சாலைகள் போன்ற பயனர்களுக்கு, ஒரு டிகாயிலர் லைன் நிறுத்தப்படுவதும் பல பத்திரிகை வரிகளின் நிறுத்தத்தை ஏற்படுத்தலாம்.
எனவே, uncoiling line இல் வெட்டுதல் இயந்திரத்தின் தோல்வி விகிதம் முடிந்தவரை குறைவாக இருக்க வேண்டும், மேலும் தவறு கண்டறிதல் மற்றும் சரிசெய்தல் ஒப்பீட்டளவில் எளிதானது.
![]()
4.சுருள் பொருளின் பன்முகத்தன்மை.
ஜெனரல் ஷீரிங் மெஷின் என்பது சாதாரண கார்பன் எஃகு மற்றும் வால்யூம் மெட்டீரியலின் குறைந்த வலிமைக்கு கூடுதலாக கால்வனேற்றப்பட்ட கிளாஸ், டின், கலர் கோடட் பிளேட், அலுமினியம் பிளேட், ஆனால் அதிக வலிமை கொண்ட துருப்பிடிக்காத எஃகு தகடு, வானிலை எஃகு தகடு, ஊறுகாய் தட்டு, முதலியன
கார் உற்பத்திக்கு பயன்படுத்தப்படும் சுருள் பொருட்கள்: பூசப்படாத குளிர்-உருட்டப்பட்ட தாள், சூடான-உருட்டப்பட்ட ஊறுகாய் தாள், அதிக வலிமை கொண்ட குளிர்-உருட்டப்பட்ட தாள், அதிக வலிமை கொண்ட கால்வனேற்றப்பட்ட தாள், ஒற்றை மற்றும் இரட்டை பக்க எலக்ட்ரோலைடிக் முலாம் தாள், ஒற்றை மற்றும் இரட்டை- பக்கவாட்டு ஹாட் டிப் கால்வனேற்றப்பட்ட தாள், அலுமினிய தாள் போன்றவை.
அன்கோயிலிங் கோடுகளைப் பயன்படுத்துபவர்கள் பெரும்பாலும் செயலாக்கப்படும் பொருளின் இயந்திர பண்புகளைக் குறிப்பிட முடியாது, எனவே ஒரு வெட்டு இயந்திரத்தை வடிவமைத்து தேர்ந்தெடுக்கும் போது, இயந்திரத்தின் பயன்பாட்டின் வரம்பைக் கருத்தில் கொள்ள வேண்டும்.
5.சிறப்பு வெட்டுதல் வழி.
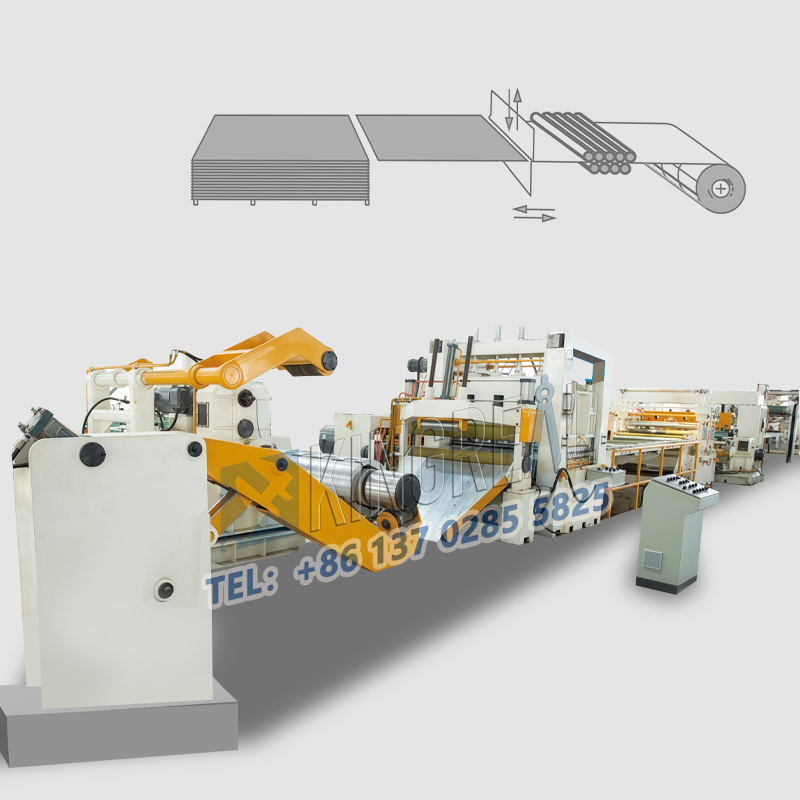
தட்டுப் பொருளை அடுக்கி வைப்பதற்காக சில திறந்த சுருள் கோடுகள் பர்ர்ஸ் மற்றும் சிராய்ப்பு தகடு மெட்டீரியல் மேற்பரப்பினால் அல்ல, தட்டு பர்ர் திசையை வெட்டுவதற்கான தேவைகள், எனவே, கத்தி சட்டத்தை கீழே இருந்து மேலே வெட்ட வேண்டும், இது அண்டர்கட்டிங் வகை வெட்டு எனப்படும் வெட்டு வகை.
கன்வேயர் பெல்ட்டின் இயக்கத்திற்கு கீழே தட்டுப் பொருளைக் கத்தரிக்கவும், சாய்வதைத் தவிர்ப்பதற்காக, ஹெர்ரிங்போனுக்கு கத்தி வடிவில் கத்தி சட்டகம் தேவைப்படுகிறது, இது நிலையான தட்டுப் பொருளின் குறுகிய நீளத்திற்கு குறிப்பாக அவசியம்.