செயல்பாட்டின் கொள்கைஉலோக வெட்டு-நீளம் உற்பத்தி வரிமுக்கியமாக பின்வரும் படிகளை உள்ளடக்கியது:

1. மூலப்பொருள் தயாரிப்பு:
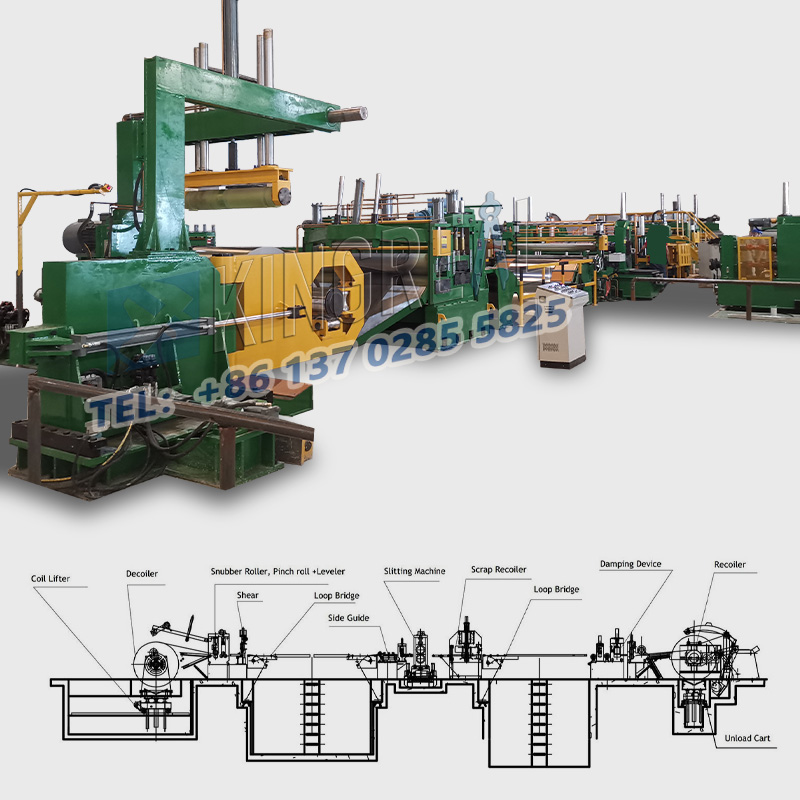
சுருள் ஏற்றுதல்: உலோக சுருள்கள் (எ.கா. எஃகு சுருள்கள், அலுமினிய சுருள்கள் போன்றவை) சுருள் ஏற்றுதல் இயந்திரம் மூலம் உற்பத்தி வரிக்கு அனுப்பப்படுகின்றன. சுருள் ஏற்றும் இயந்திரம் பொதுவாக சுருள் வைத்திருப்பவர் மற்றும் சுருளை மென்மையாக விரிவடைய விரிக்கும் சாதனத்துடன் பொருத்தப்பட்டிருக்கும்.
2. டிகாயிலர்:
டிகாயிலர் சுருளை அவிழ்த்து அடுத்த கட்ட செயலாக்கத்திற்கு நகர்த்துகிறது. பொருளின் தளர்ச்சி அல்லது நீட்சியைத் தவிர்ப்பதற்காக வலை அவிழ்க்கப்படுவதால், சரியான பதற்றம் பராமரிக்கப்படுவதை உறுதிசெய்ய, அன்கோய்லர்கள் பொதுவாக ஒரு பதற்றக் கட்டுப்பாட்டு அமைப்புடன் பொருத்தப்பட்டிருக்கும்.
3. சமன்படுத்துதல்:
லெவலிங் மெஷின்: பொருளைச் சுருட்டும்போது ஏற்படும் உள் அழுத்தங்கள் மற்றும் சிற்றலைகளை அகற்றி, பொருளைத் தட்டையாக மாற்றும் வகையில், லெவலிங் மெஷின், விரிக்கப்பட்ட சுருளில் சமன்படுத்தும் சிகிச்சையை மேற்கொள்கிறது.
நிலையான அடி அளவீடு:
4. நீளம் அளவிடும் அமைப்பு: நீளத்தை அளவிடும் அமைப்பு, வெட்டப்பட வேண்டிய நீளத்தை தீர்மானிக்க, சமன் செய்யப்பட்ட உலோகத் தாள்களின் துல்லியமான அளவீடுகளை எடுக்கிறது. நீளம் அளவிடும் அமைப்பு பொதுவாக அதிக துல்லியத்தை உறுதிப்படுத்த லேசர் அல்லது ஒளிமின்னழுத்த உணரிகளை அளவீட்டுக்கு பயன்படுத்துகிறது.
1. கட் டு லெங்த் மெஷின்: நீளம் அளவிடும் முறை மூலம் வழங்கப்பட்ட தரவுகளின்படி உலோகத் தகட்டை நீளத்திற்கு வெட்டும் இயந்திரம். கத்தரிக்கோல் இயந்திர அல்லது ஹைட்ராலிக் இருக்க முடியும் மற்றும் அதிக துல்லியம் மற்றும் வேகம் வகைப்படுத்தப்படும்.
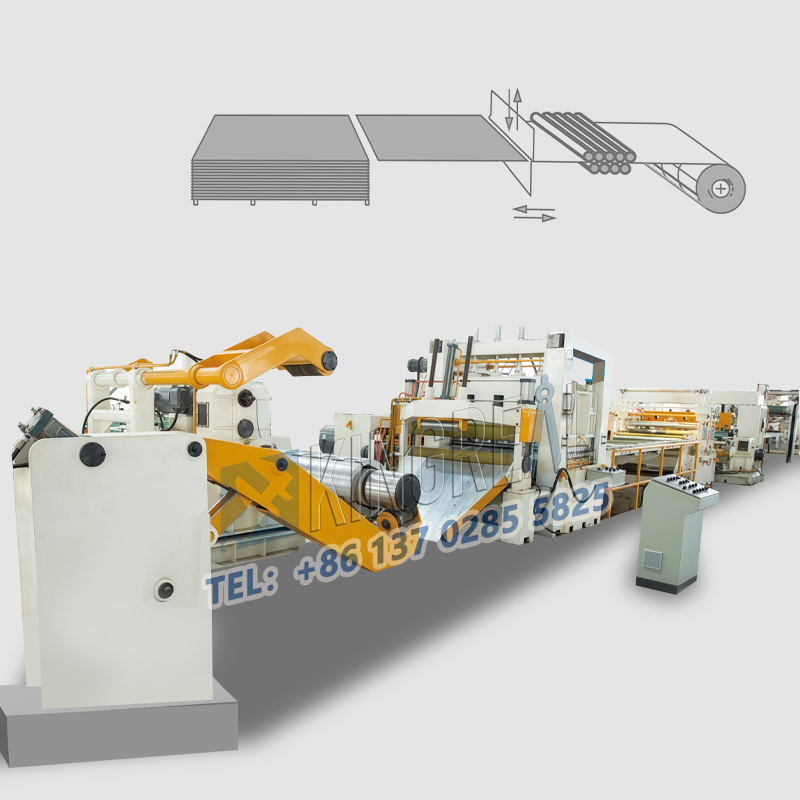
2. அனுப்புதல் மற்றும் அடுக்கி வைத்தல்:
கடத்தும் அமைப்பு: வெட்டப்பட்ட உலோகத் தாள்கள் கன்வேயர் பெல்ட் அல்லது ரோலர் கன்வேயர் மூலம் அடுத்த செயல்முறைக்கு அனுப்பப்படுகின்றன.
ஸ்டாக்கிங் சிஸ்டம்: ஸ்டேக்கிங் சிஸ்டம் வெட்டப்பட்ட உலோகத் தகடுகளை அடுத்தடுத்த பேக்கேஜிங் மற்றும் போக்குவரத்திற்காக நியமிக்கப்பட்ட நிலையில் நேர்த்தியாக அடுக்கி வைக்கிறது.
3. தானியங்கி கட்டுப்பாட்டு அமைப்பு:
பிஎல்சி கட்டுப்பாட்டு அமைப்பு: முழு உற்பத்தி வரிசையும் பொதுவாக பிஎல்சி (நிரலாக்கக்கூடிய லாஜிக் கன்ட்ரோலர்) கட்டுப்பாட்டு அமைப்பால் தானாகவே கட்டுப்படுத்தப்படுகிறது, இது ஒவ்வொரு இணைப்பின் பணி நிலையை முன்னமைக்கப்பட்ட உற்பத்தி அளவுருக்கள் மற்றும் நிகழ்நேர கண்காணிப்பு தரவுகளின்படி தானாகவே சரிசெய்து நிலைத்தன்மை மற்றும் உயர் செயல்திறனை உறுதி செய்கிறது. உற்பத்தி செயல்முறையின்.

உற்பத்திக் கொள்கைகள்உலோக வெட்டு-நீளம் உற்பத்தி வரிஉற்பத்தி திறனை மேம்படுத்துதல், தயாரிப்பு தரம் மற்றும் பாதுகாப்பை உறுதி செய்தல் மற்றும் அதே நேரத்தில் வாடிக்கையாளர் விவரக்குறிப்புகள் மற்றும் தேவைகளை பூர்த்தி செய்ய வேண்டும். கீழே உள்ள உற்பத்திக் கொள்கைகளைப் பின்பற்றுவது தொழிற்சாலைகள் நீண்டகால மற்றும் பயனுள்ள உற்பத்தி நன்மைகளைப் பெற உதவும்:
1. துல்லியம் மற்றும் நிலைத்தன்மை: ஒவ்வொரு வெட்டப்பட்ட உலோகத் தாளின் பரிமாணங்களும் துல்லியமாகவும் சீரானதாகவும் இருப்பதை உறுதி செய்யவும். பரிமாணப் பிழைகளைத் தடுக்க அதிக துல்லியமான வெட்டுக் கருவிகள் மற்றும் துல்லியமான அளவீட்டு அமைப்புகள் இதற்குத் தேவை.
2. திறமையான உற்பத்தி: வேலையில்லா நேரம் மற்றும் பொருள் கழிவுகளை குறைக்க உற்பத்தி செயல்முறையை மேம்படுத்துதல். தானியங்கி உபகரணங்கள், மேம்பட்ட கட்டுப்பாட்டு அமைப்புகள் மற்றும் திறமையான திட்டமிடல் திட்டங்கள் மூலம் இதை அடைய முடியும்.
3. தரக் கட்டுப்பாடு: மூலப்பொருள் ஆய்வு, உற்பத்தி செயல்முறை கண்காணிப்பு மற்றும் இறுதி தயாரிப்பு ஆய்வு உள்ளிட்ட கடுமையான தரக் கட்டுப்பாட்டு நடவடிக்கைகளைச் செயல்படுத்தவும். காட்சி ஆய்வு, தடிமன் அளவீடு மற்றும் மேற்பரப்பு தட்டையான சோதனை போன்ற பல்வேறு ஆய்வு முறைகள் மூலம் தரக் கட்டுப்பாட்டை உணர முடியும்.
4. பாதுகாப்பான உற்பத்தி: ஆபரேட்டர்களுக்கான பாதுகாப்பு பயிற்சி, உபகரணங்களுக்கான பாதுகாப்பு பாதுகாப்பு நடவடிக்கைகள் மற்றும் பணிச்சூழலின் பாதுகாப்பு மேலாண்மை உள்ளிட்ட உற்பத்தி செயல்பாட்டில் பாதுகாப்பை உறுதி செய்தல். விபத்துகளைத் தடுக்கவும், ஊழியர்களின் ஆரோக்கியத்தைப் பாதுகாக்கவும் பாதுகாப்பான உற்பத்தி ஒரு முக்கிய உத்தரவாதமாகும்.
5. உபகரணப் பராமரிப்பு: உபகரணங்களின் வழக்கமான பராமரிப்பு மற்றும் பராமரிப்பு, கருவிகள் நல்ல வேலை நிலையில் இருப்பதை உறுதிசெய்யவும், உபகரணங்கள் செயலிழப்பதால் ஏற்படும் வேலையில்லா நேரம் மற்றும் உற்பத்தி தாமதங்களைத் தவிர்க்கவும். பராமரிப்பு திட்டத்தில் வழக்கமான ஆய்வுகள், சுத்தம் செய்தல் மற்றும் அணிந்த பாகங்களை மாற்றுதல் ஆகியவை இருக்க வேண்டும்.